- Drill bit
-
For the fictional character, see Drill Bit (Transformers). For the cancelled skyscraper nicknamed Drill bit, see Chicago Spire. For the types used in drilling wells, see Well drilling.
 From top to bottom: Spade, lip and spur (brad point), masonry bit and twist drill bits
From top to bottom: Spade, lip and spur (brad point), masonry bit and twist drill bits
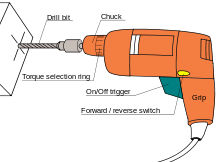 Drill bit (upper left), mounted on a pistol-grip corded drill.
Drill bit (upper left), mounted on a pistol-grip corded drill.Drill bits are cutting tools used to create cylindrical holes. Bits are held in a tool called a drill, which rotates them and provides torque and axial force to create the hole. Specialized bits are also available for non-cylindrical-shaped holes.
The shank is the part of the drill bit grasped by the chuck of a drill. The cutting edges of the drill bit are at one end, and the shank is at the other.
Drill bits come in standard sizes, described in the drill bit sizes article. A comprehensive drill bit and tap size chart lists metric and imperial sized drill bits alongside the required screw tap sizes.
The term drill may refer to either a drilling machine or a drill bit for use in a drilling machine. In this article, for clarity, drill bit or bit is used throughout to refer to a bit for use in a drilling machine, and drill refers always to a drilling machine.
Contents
Characteristics
Main articles: Drill bit shank and Drill bit sizesDrill bit geometry has several aspects:
- The spiral (or rate of twist) in the drill bit controls the rate of chip removal. A fast spiral drill bit is used in high feed rate applications under low spindle speeds, where removal of a large volume of swarf is required. Low spiral drill bits are used in cutting applications where high cutting speeds are traditionally used, and where the material has a tendency to gall on the bit or otherwise clog the hole, such as aluminum or copper.
- The point angle, or the angle formed at the tip of the bit, is determined by the material the bit will be operating in. Harder materials require a larger point angle, and softer materials require a sharper angle. The correct point angle for the hardness of the material controls wandering, chatter, hole shape, wear rate, and other characteristics.
- The lip angle determines the amount of support provided to the cutting edge. A greater lip angle will cause the bit to cut more aggressively under the same amount of point pressure as a bit with a smaller lip angle. Both conditions can cause binding, wear, and eventual catastrophic failure of the tool. The proper amount of lip clearance is determined by the point angle. A very acute point angle has more web surface area presented to the work at any one time, requiring an aggressive lip angle, where a flat bit is extremely sensitive to small changes in lip angle due to the small surface area supporting the cutting edges.
- The mechanic is a term used widely by vendors to describe the length of the bit itself.[clarification needed]
- The Jobber is a term used widely by vendors to describe the length of the bit itself.[clarification needed]
Most drill bits for consumer use have straight shanks. For heavy duty drilling in industry, bits with tapered shanks are sometimes used.
The diameter-to-length ratio of the drill bit is usually between 1:1 and 1:10. Much higher ratios are possible (e.g., "aircraft-length" twist bits, pressured-oil gun drill bits, etc.), but the higher the ratio, the greater the technical challenge of producing good work.
Tool geometry[1] Workpiece material Point angle Helix angle Lip relief angle Aluminum 90 to 135 32 to 48 12 to 26 Brass 90 to 118 0 to 20 12 to 26 Cast iron 90 to 118 24 to 32 7 to 20 Mild steel 118 to 135 24 to 32 7 to 24 Stainless steel 118 to 135 24 to 32 7 to 24 Plastics 60 to 90 0 to 20 12 to 26 Materials
 Titanium nitride coated twist bit
Titanium nitride coated twist bitMany different materials are used for or on drill bits, depending on the required application.
- Steels
- Soft low carbon steel bits are used only in wood, as they do not hold an edge well and require frequent sharpening. Working with hardwoods can noticeably shorten their lifespan. They are cheaper than longer-lived bits.
- Bits made from high carbon steel are an improvement on low-carbon steel due to the hardening and tempering capabilities of the material. These bits can be used on wood or metal, but lose their temper, resulting in a soft cutting edge, if overheated.
- High speed steel (HSS) is a form of tool steel; HSS bits are much more resistant to heat. They can be used to drill metal, hardwood, and most other materials at greater cutting speeds than carbon steel bits, and have largely replaced carbon steels in commercial applications.
- Cobalt steel alloys are variations on high speed steel which contain more cobalt. Their main advantage is that they hold their hardness at much higher temperatures, so they are used to drill stainless steel and other hard materials. The main disadvantage of cobalt steels is that they are more brittle than standard HSS.
- Others
- Tungsten carbide and other carbides are extremely hard materials that can drill in virtually all materials while holding an edge longer than other bits. Due to their brittleness and high cost they are mainly used for drill bit tips, small pieces of hard material fixed or brazed onto the tip of a bit made of less hard metal. However, it is becoming common in job shops to use solid carbide bits, and in certain industries, most notably PCB manufacturing, it has been commonplace for some time.
- Polycrystalline diamond (PCD) is among the hardest of all tool materials and is therefore extremely wear-resistant. It consists of a layer of diamond particles, typically about 0.5 mm (0.019") thick, bonded as a sintered mass to a tungsten carbide support. Bits are fabricated using this material by either brazing small segments to the tip of the tool to form the cutting edges, or by sintering PCD into a vein in the tungsten carbide "nib". The nib can later be brazed to a carbide shaft and ground to complex geometries that cause braze failure in the smaller "segments". PCD bits are typically used in the automotive, aerospace, and other industries to drill abrasive aluminum alloys, carbon fiber reinforced plastics and other abrasive materials, and in applications where machine downtime to replace or sharpen worn bits is exceptionally costly.
Coatings
- Black oxide is an inexpensive black coating. A black oxide coating provides heat resistance and lubricity, as well as corrosion resistance. These result in a longer bit life than possible for the typical uncoated high-speed steel bits.
- Titanium nitride (TiN) is a very hard ceramic material, and when used to coat a high-speed steel bit (usually twist bits), can extend the cutting life by three or more times. A titanium nitride bit cannot be properly sharpened, as the new edge will not have the coating, and will not have any of the benefits the coating provided.
- Titanium aluminum nitride (TiAlN) is another coating frequently used. It is considered superior to TiN and can extend tool life five or more times.
- Titanium carbon nitride (TiCN) is another coating and is also superior to TiN.
- Diamond powder is used as an abrasive, most often for cutting tile, stone, and other very hard materials. Large amounts of heat are generated, and diamond coated bits often have to be water cooled to prevent damage to the bit or the workpiece.
- Zirconium nitride has also been used as a drill bit coating for some Craftsman tools.
Universal bits
These drill bits can be used in wood, metal, plastic, and most other materials.
Twist drill bits
The twist drill bit is the type produced in largest quantity today. It comprises a cutting point at the tip of a cylindrical shaft with helical flutes; the flutes act as an Archimedean screw and lift swarf out of the hole.
The twist drill bit was invented by Steven A. Morse of East Bridgewater, Massachusetts in 1861.[2][3] The original method of manufacture was to cut two grooves in opposite sides of a round bar, then to twist the bar (giving the tool its name) to produce the helical flutes. Nowadays, the drill bit is usually made by rotating the bar while moving it past a grinding wheel to cut the flutes in the same manner as cutting helical gears.
Twist drill bits range in diameter from 0.002 to 3.5 in (0.051 to 89 mm)[4][5] and can be as long as 25.5 in (650 mm).[6]
The geometry and sharpening of the cutting edges is crucial to the performance of the bit. Small bits that become blunt are often discarded because sharpening them correctly is difficult and they are inexpensive. For larger bits special grinding jigs are available. A special tool grinder is available for sharpening or reshaping cutting surfaces on twist drill bits in order to optimize the bit for a particular material.
Manufacturers can produce special versions of the twist drill bit, varying the geometry and the materials used, to suit particular machinery and particular materials to be cut. Twist drill bits are available in the widest choice of tooling materials. However, even for industrial users, most holes are drilled with standard high speed steel bits.
The most common twist drill bit (sold in general hardware stores) has a point angle of 118 degrees, acceptable for use in wood, metal, plastic, and most other materials, although it does not perform as well as using the optimum angle for each material. In most materials, it does not tend to wander or dig in.
A more aggressive angle, such as 90 degrees, is suited for very soft plastics and other materials; it would wear rapidly in hard materials. Such a bit is generally self-starting and can cut very quickly. A shallower angle, such as 150 degrees, is suited for drilling steels and other tougher materials. This style of bit requires a starter hole, but does not bind or suffer premature wear so long as a suitable feed rate is used.
Drill bits with no point angle are used in situations where a blind, flat-bottomed hole is required. These bits are very sensitive to changes in lip angle, and even a slight change can result in an inappropriately fast cutting drill bit that will suffer premature wear.
Long series drill bits are unusually long twist drill bits. However, they are not the best tool for routinely drilling deep holes, as they require frequent withdrawal to clear the flutes of swarf and to prevent breakages of the bit. Instead, gun drill bits are preferred for deep hole drilling.
-

Twist drill bit cutting edges
-

Twist drill bit with Morse taper shank
-

11/32" (8 mm) drill bits - long-series morse, plain morse, jobber
Step drill bits
A step drill bit is a drill bit that has the tip ground down to a different diameter. The transition between this ground diameter and the original diameter is either straight, to form a counterbore, or angled, to form a countersink. The advantage to this style is that both diameters have the same flute characteristics, which keeps the bit from clogging when drilling in softer materials, such as aluminum; in contrast, a drill bit with a slip-on collar does not have the same benefit. Most of these bits are custom-made for each application, which makes them more expensive. [7]
Unibit
A unibit (often incorrectly labeled as a step drill bit) is a roughly conical bit with a stair-step profile.[7] Due to its design, a single bit can be used for drilling a wide range of hole sizes. Some bits come to a point and are thus self-starting. The larger-size bits have blunt tips and are used for hole enlarging.
Unibits are commonly used on sheet metal[7] and in general construction. One drill bit can drill the entire range of holes necessary on a countertop, speeding up installation of fixtures. They are most commonly used on softer materials, such as plywood, particle board, drywall, acrylic, and laminate. They can be used on very thin sheet metal, but metals tend to cause premature bit wear and dulling.
Unibits are ideal for use in electrical work where thin steel, aluminum or plastic boxes and chassis are encountered. The short length of the unibit and ability to vary the diameter of the finished hole is an advantage in chassis or front panel work. The finished hole can often be made quite smooth and burr free, especially in plastic.
An additional use of unibits is deburring holes left by other bits, as the sharp increase to the next step size allows the cutting edge to scrape burrs off the entry surface of the workpiece. However, the straight flute is poor at chip ejection, and can cause a burr to be formed on the exit side of the hole, more so than a spiral twist drill bit turning at high speed.
The unibit was invented by Harry C. Oakes in 1971 and patented in 1973.[8] It was sold by the Unibit Corporation in the 1980s, but since the patent expired, it has been sold by other companies.
Hole saw
Main article: Hole sawHole saws take the form of a small open cylinder with saw-teeth on the open edge. They can be used to make large holes in wood, sheet metal and other materials.
Metal drill bits
Center and spotting drill bits
 Center drill bits, numbers 1 to 6
Center drill bits, numbers 1 to 6Center drill bits are used in metalworking to provide a starting hole for a larger-sized drill bit or to make a conical indentation in the end of a workpiece in which to mount a lathe center. In either use, the name seems appropriate, as the bit is either establishing the center of a hole or making a conical hole for a lathe center. However, the true purpose of a center drill bit is the latter task, while the former task is best done with a spotting drill bit (as explained in detail below). Nevertheless, because of the frequent lumping together of both the terminology and the tool use, suppliers may call center drill bits combined-drill-and-countersinks in order to make it unambiguously clear what product is being ordered. They are numbered from 00 to 10 (smallest to largest).[9]
Use in making holes for lathe centers
Center drill bits are meant to create a conical hole for "between centers" manufacturing processes (typically lathe or cylindrical-grinder work). That is, they provide a location for a (live, dead, or driven) center to locate the part about an axis. A workpiece machined between centers can be safely removed from one process (perhaps turning in a lathe) and set up in a later process (perhaps a grinding operation) with what is often a negligible loss in the co-axiality of features.
Use in spotting hole centers
Traditional twist drill bits may tend to wander when started on an unprepared surface. Once a bit wanders off-course it is difficult to bring it back on center. A center drill bit frequently provides a reasonable starting point as it is short and therefore has a reduced tendency to wander when drilling is started.
While the above is a common use of center drill bits, it is a technically incorrect practice and should not be considered for production use. The correct tool to start a traditionally-drilled hole (a hole drilled by a high-speed steel (HSS) twist drill bit) is a spotting drill bit (or a spot drill bit, as they are referenced in the U.S.). The included angle of the spotting drill bit should be the same as, or greater than, the conventional drill bit so that the drill bit will then start without undue stress on the bits's corners, which would cause premature failure of the bit and a loss of hole quality.
Most modern solid-carbide bits should not be used in conjunction with a spot drill bit or a center drill bit, as the solid-carbide bits are specifically designed to start their own hole. Usually, spot drilling will cause premature failure of the solid-carbide bit and a certain loss of hole quality. If it is deemed necessary to chamfer a hole with a spot or center drill bit when a solid-carbide drill bit is used, it is best practice to do so after the hole is drilled.
Center drill bits wander as easily as anything else in hand-held power drills—so for such operations, a center punch is often used to spot the planned hole center prior to drilling a pilot hole. However, a center drill bit works nearly as well as a spotting drill bit for most rigidly-clamped drilling operations, especially in softer metals such as aluminum and its alloys.
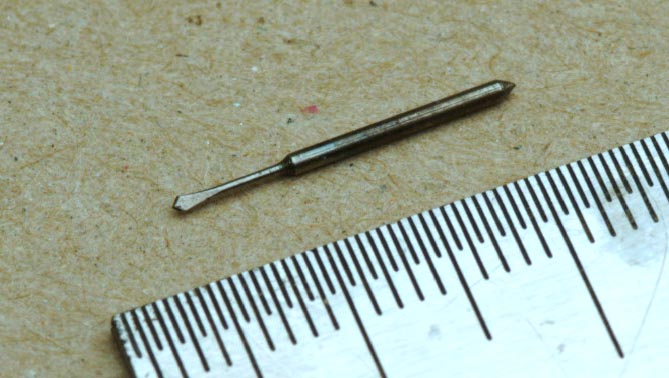
The small starting tip has a tendency to break, so it is economical and practical to make the drill bit double-ended.
Core drill bit
 Three-fluted core drill bit as used on castings
Three-fluted core drill bit as used on castingsA core drill bit can be, as pictured, a bit used to enlarge an existing hole. The existing hole may be the result of a core from a casting or a stamped (punched) hole. The name comes from its first use, for drilling out the hole left by a foundry core, a cylinder placed in a mould for a casting that leaves an irregular hole in the product. This core drill bit is solid.
These core drill bits are similar in appearance to reamers as they have no cutting point or means of starting a hole. They have 3 or 4 flutes which enhances the finish of the hole and ensures the bit cuts evenly. Core drill bits differ from reamers in the amount of material they are intended to remove. A reamer is only intended to enlarge a hole a slight amount which, depending on the reamers size, may be anything from 0.1 millimeter to perhaps a millimeter. A core drill bit may be used to double the size of a hole.
Using an ordinary two-flute twist drill bit to enlarge the hole resulting from a casting core will not produce a clean result, the result will possibly be out of round, off center and generally of poor finish. The two fluted drill bit also has a tendency to grab on any protuberance (such as flash) which may occur in the product.
A quite different core drill bit is a hollow cylinder which will cut a hole with an annular cross-section. A diamond core drill bit is intended to cut an annulus in the workpiece. Large bits of similar shape are used for geological work, where a deep hole is drilled in sediment or ice and the drill bit, which now contains an intact core of the material drilled, is retrieved and the strata in the core sampled are studied.
Countersink bit
Main article: CountersinkEjector drill bit
Used almost exclusively for deep hole drilling of medium to large diameter holes (about 3/4" up to about 4" diameter). An ejector drill bit uses a specially designed carbide cutter at the point. The bit body is essentially a tube within a tube. Flushing water travels down between the two tubes. Chip removal is back through the center of the bit.
Gun drill bit
Main article: Gun drillA drill bit suitable for drilling holes much deeper than their diameter.
Indexable drill bit
Indexable drill bits are primarily used in CNC and other high precision or production equipment, and are the most expensive type of drill bit, costing the most per diameter and length. Like indexable lathe tools and milling cutters, they use replaceable carbide, HSS or ceramic inserts as a cutting face to alleviate the need for a tool grinder. One insert is responsible for the outer radius of the cut, and another insert is responsible for the inner radius. The tool itself handles the point deformity, as it is a low-wear task. The bit is hardened and coated against wear far more than the average drill bit, as the shank is non-consumable. Almost all indexable drill bits have multiple coolant channels for prolonged tool life under heavy usage. They are also readily available in odd configurations, such as straight flute, fast spiral, multiflute, and a variety of cutting face geometries.
Typically indexable drill bits are used in holes that are no deeper than about 5 times the bit diameter. They are capable of quite high axial loads and cut very fast.
Left-hand bit
 An 1/8 inch left-hand drill bit
An 1/8 inch left-hand drill bitLeft-hand bits are almost always twist bits and are predominantly used in the repetition engineering industry on screw machines or drilling heads. Left-handed drill bits allow a machining operation to continue where either the spindle cannot be reversed or the design of the machine makes it more efficient to run left-handed. With the increased use of the more versatile CNC machines their usage is less common than when specialized machines were required for machining tasks.
Screw extractors are essentially left-hand bits of specialized shape, used to remove common right-hand screws whose heads are damaged, making use of a screwdriver impossible. The drill bit is rotated counter-clockwise and will tend to jam in the damaged head and then turn the screw counter-clockwise, unscrewing it.
Metal spade bit
A spade drill bit for metal is a two part bit with a tool holder and an insertable tip, called an insert. The inserts come in various sizes that range from 7⁄16 to 2.5 inches (11 to 63 mm). The tool holder usually has a coolant passage running through it.[10] They are capable of cutting to a depth of about 10 times the bit diameter. This type of drill bit can also be use to make stepped holes.
Straight fluted bit
Straight fluted drill bits do not have a helical twist like twist drill bits do. They are used when drilling copper or brass because they have less of a tendency to "dig in" or grab the material.
Trepan
See also: Trepanning (drilling)A trepan, sometimes called a BTA drill bit (after the Boring and Trepanning Association), is a drill bit that cuts an annulus and leaves a center core. Trepans usually have multiple carbide inserts and rely on water to cool the cutting tips and to flush chips out of the hole. Trepans are often used to cut large diameters and deep holes. Typical bit diameters are 6" to 14" and hole depth from 12" up to 71 feet.
Wood drill bits
Lip and spur drill bits
 10.5 mm lip and spur bit
10.5 mm lip and spur bitThe lip and spur drill bit is a variation of the twist drill bit which is optimized for drilling in wood. It is also called the brad point bit or dowelling bit.
Conventional twist drill bits tend to wander when presented to a flat workpiece. For metalwork, this is countered by drilling a pilot hole with a spotting drill bit. In wood, the lip and spur drill bit is another solution: The centre of the drill bit is given not the straight chisel of the twist drill bit, but a spur with a sharp point and four sharp corners to cut the wood. The sharp point of the spur simply pushes into the soft wood to keep the drill bit in line.
Metals are typically isotropic, and an ordinary twist drill bit shears the edges of the hole cleanly. Wood drilled across the grain has long strands of wood fiber. These long strands tend to pull out of the wood hole, rather than being cleanly cut at the hole edge. The lip and spur drill bit has the outside corner of the cutting edges leading, so that it cuts the periphery of the hole before the inner parts of the cutting edges plane off the base of the hole. By cutting the periphery first, the lip maximizes the chance that the fibers can be cut cleanly, rather than having them pull messily out of the timber.
Lip and spur drill bits are also effective in soft plastic. Conventional twist drill bits in a hand drill, where the hole axis is not maintained throughout the operation, have a tendency to smear the edges of the hole through side friction as the drill bit vibrates.
In metal, the lip and spur drill bit is confined to drilling only the thinnest and softest sheet metals in a drill press. The bits have an extremely fast cutting tool geometry: no point angle and a large (considering the flat cutting edge) lip angle causes the edges to take a very aggressive cut with relatively little point pressure. This means these bits tend to bind in metal; given a workpiece of sufficient thinness, they have a tendency to punch through and leave the bit's cross-sectional geometry behind.
Lip and spur drill bits are ordinarily available in diameters from 3 mm (1/8") to 16 mm (5/8").
Wood spade bits
Spade bits are used for rough boring in wood. They tend to cause splintering when they emerge from the workpiece. They are flat, with a centering point and two cutters. The cutters often are equipped with spurs in an attempt to ensure a cleaner hole. With their small shank diameters relative to their boring diameters, spade bit shanks often have flats forged or ground into them to prevent slipping in drill chucks. Some bits are equipped with long shanks and have a small hole drilled through the flat part, allowing them to be used much like a bell-hanger bit. Intended for high speed use, they are used with electric hand drills. Spade bits are also sometimes referred to as "paddle bits."
-

Spade bits
-

Tiny spade bit
Spoon bits
Spoon bits consist of a grooved shank with a point shaped somewhat like the bowl of a spoon, with the cutting edge on the end. The more common type is like a gouge bit that ends in a slight point. This is helpful for starting the hole, as it has a center that will not wander or walk. These bits are used by chair-makers for boring or reaming holes in the seats and arms of chairs. Their design is ancient, going back to Roman times. Spoon bits have even been found in Viking excavations. Modern spoon bits are made of hand-forged carbon steel, carefully heat-treated and then hand ground to a fine edge.
Spoon bits are the traditional boring tools used with a brace. They should never be used with a power drill of any kind. Their key advantage over regular brace bits and power drill bits is that the angle of the hole can be adjusted. This is very important in chairmaking, because all the angles are usually eyeballed. Another advantage is that they do not have a lead screw, so they can be drilled successfully in a chair leg pretty much without having the lead screw peek out the other side.
When reaming a pre-bored straight-sided hole, the spoon bit is inserted into the hole and rotated in a clockwise direction with a carpenters' brace until the desired taper is achieved. When boring into solid wood, the bit should be started in the vertical position; after a "dish" has been created and the bit has begun to "bite" into the wood, the angle of boring can be changed by tilting the brace a bit out of the vertical. Holes can be drilled precisely, cleanly and quickly in any wood, at any angle of incidence, with total control of direction and the ability to change that direction at will.
Parallel spoon bits are used primarily for boring holes in the seat of a Windsor chair to take the back spindles, or similar round-tenon work when assembling furniture frames in green woodworking work.
The spoon bit may be honed by using a slipstone on the inside of the cutting edge; the outside edge should never be touched.
Forstner bits
 25 mm (1") Forstner bit
25 mm (1") Forstner bit Another Forstner bit
Another Forstner bitForstner bits, named after their inventor, Benjamin Forstner, bore precise, flat-bottomed holes in wood, in any orientation with respect to the wood grain. They can cut on the edge of a block of wood, and can cut overlapping holes. Because of the flat bottom to the hole, they are useful for drilling through veneer already glued to add an inlay. They require great force to push them into the material, so are normally used in drill presses or lathes rather than in portable drills. Unlike most other types of drill bits, they are not practical to use as hand tools.
The bit includes a center point which guides it throughout the cut (and incidentally spoils the otherwise flat bottom of the hole). The cylindrical cutter around the perimeter shears the wood fibers at the edge of the bore, and also helps guide the bit into the material more precisely. The tool in the image has a total of two cutting edges in this cylinder. Forstner bits have radial cutting edges to plane off the material at the bottom of the hole. The bit in the image has two radial edges. Other designs may have more. Forstner bits have no mechanism to clear chips from the hole, and therefore must be pulled out periodically.
Sawtooth bits are also available, which include many more cutting edges to the cylinder. These cut faster, but produce a more ragged hole. They have advantages over Forstner bits when boring into end grain.
Bits are commonly available in sizes from 8 mm (5/16") to 50 mm (2") diameter. Sawtooth bits are available up to 100 mm (4") diameter.
Originally the Forstner bit was very successful with gunsmiths because of its ability to drill an exceedingly smooth-sided hole.
Center bits
The center bit is optimized for drilling in wood with a hand brace. Many different designs have been produced.
The center of the bit is a tapered screw thread. This screws into the wood as the bit is turned, and pulls the bit into the wood. There is no need for any force to push the bit into the workpiece, only the torque to turn the bit. This is ideal for a bit for a hand tool. The radial cutting edges remove a slice of wood of thickness equal to the pitch of the central screw for each rotation of the bit. To pull the bit from the hole, either the female thread in the wood workpiece must be stripped, or the rotation of the bit must be reversed.
The edge of the bit has a sharpened spur to cut the fibers of the wood, as in the lip and spur drill bit. A radial cutting edge planes the wood from the base of the hole. In this version, there is minimal or no spiral to remove chips from the hole. The bit must be periodically withdrawn to clear the chips.
Some versions have two spurs. Some have two radial cutting edges.
Center bits do not cut well in the end grain of wood. The central screw tends to pull out, or to split the wood along the grain, and the radial edges have trouble cutting through the long wood fibers.
Center bits are made of relatively soft steel, and can be sharpened with a file.
-

A 19 mm (3/4 inch) center bit, made sometime before 1950
-

Center bit tip detail
Auger bits
The cutting principles of the auger bit are the same as those of the center bit above. The auger adds a long deep spiral flute for effective chip removal.
Two styles of auger bit are commonly used in hand braces: the Jennings or Jennings-pattern bit has a self-feeding screw tip, two spurs and two radial cutting edges. This bit has a double flute starting from the cutting edges, and extending several inches up the shank of the bit, for waste removal. This pattern of bit was developed by Russell Jennings in the mid-19th century.
The Irwin or solid-center auger bit is similar, the only difference being that one of the cutting edges has only a "vestigal flute" supporting it, which extends only about 1/2" (12 mm) up the shank before ending. The other flute continues full-length up the shank for waste removal. The Irwin bit may afford greater space for waste removal, greater strength (because the design allows for a center shank of increased size within the flutes, as compared to the Jenning bits), or smaller manufacturing costs. This style of bit was invented in 1884, and the rights sold to Charles Irwin who patented and marketed this pattern the following year.
Both styles of auger bits were manufactured by several companies throughout the early- and mid-20th century, and are still available new from select sources today.
The diameter of auger bits for hand braces is commonly expressed by a single number, indicating the size in 16ths of an inch. For example, #4 is 4/16 or 1/4" (6 mm), #6 is 6/16 or 3/8" (9 mm), #9 is 9/16" (14 mm), and #16 is 16/16 or 1" (25 mm). Sets commonly consist of #4-16 or #4-10 bits.
The bit shown in the picture is a modern design for use in portable power tools, made in the UK in about 1995. It has a single spur, a single radial cutting edge and a single flute. Similar auger bits are made with diameters from 6 mm (3/16") to 30 mm (1-3/16"). Augers up to 600 mm (2 feet) long are available, where the chip-clearing capability is especially valuable for drilling deep holes.
-

20 mm (3/4") auger bit for wood
-

Auger bit tip detail
Gimlet bits
The gimlet bit is a very old design. The bit is the same style as that used in the gimlet, a self-contained tool for boring small holes in wood by hand. Since about 1850, gimlets have had a variety of cutter designs, but some are still produced with the original version. The gimlet bit is intended to be used in a hand brace for drilling into wood. It is the usual style of bit for use in a brace for holes below about 7 mm (1/4") diameter.
The tip of the gimlet bit acts as a tapered screw, to draw the bit into the wood and to begin forcing aside the wood fibers, without necessarily cutting them. The cutting action occurs at the side of the broadest part of the cutter. Most drill bits cut the base of the hole. The gimlet bit cuts the side of the hole.
-

Gimlet bit for wood, made sometime before 1950.
-

Gimlet bit tip detail
Hinge sinker bits
 30 mm hinge sinker bit
30 mm hinge sinker bitThe hinge sinker bit is an example of a custom drill bit design for a specific application. Many European kitchen cabinets are made from particle board or medium-density fiberboard (MDF) with a laminated plastic veneer. Those types of pressed wood boards are not very strong, and the screws of butt hinges tend to pull out. A specialist hinge has been developed which uses the walls of a 30 mm (1-3/16") diameter hole, bored in the particle board, for support. This is a very common and relatively successful construction method.
A Forstner bit could bore the mounting hole for the hinge, but particle board and MDF are very abrasive materials, and steel cutting edges soon wear. A tungsten carbide cutter is needed, but making a tungsten carbide Forstner bit is impractical, so this special drill bit is commonly used. It has cutting edges of tungsten carbide brazed to a steel body; a center spur keeps the bit from wandering.
Adjustable wood bits
 An adjustable wood bit meant for use in a brace
An adjustable wood bit meant for use in a braceAn adjustable wood bit has a small center pilot bit with an adjustable, sliding cutting edge mounted above it, usually containing a single sharp point at the outside, with a set screw to lock the cutter in position. When the cutting edge is centered on the bit, the hole drilled will be small, and when the cutting edge is slid outwards, a larger hole is drilled. This allows a single drill bit to drill a wide variety of holes, and can take the place of a large, heavy set of different size bits, as well as providing uncommon bit sizes. A ruler or vernier scale is usually provided to allow precise adjustment of the bit size.
These bits are available both in a version similar to an auger bit or brace bit, designed for low speed, high torque use with a brace or other hand drill (pictured to the right), or as a high speed, low torque bit meant for a power drill. While the shape of the cutting edges is different, and one uses screw threads and the other a twist bit for the pilot, the method of adjusting them remains the same.
Other materials
Diamond core bits
Main article: Diamond core drill bitThe diamond masonry mortar bit is a hybrid drill bit, designed to work as a combination router and drill bit. It consists of a steel shell, with the diamonds embedded in metal segments attached to the cutting edge. These drill bits are used at relatively low speeds.
Masonry drill bits
The masonry bit shown here is a variation of the twist drill bit. The bulk of the tool is a relatively soft steel, and is machined with a mill rather than ground. An insert of tungsten carbide is brazed into the steel to provide the cutting edges.
Masonry bits typically are used with a hammer drill. The bit is both rotated and hammered into the workpiece; the hammering breaks up the masonry at the drill bit tip, and the rotating flutes of the drill bit body carry away the dust. Rotating the bit brings the cutting edges onto a fresh portion of the hole bottom with every hammer blow. Hammer drill bits often use special shank shapes such as the common SDS type.
Masonry bits of the style shown are commonly available in diameters from 5 mm to 40 mm. For larger diameters, core bits are used. Masonry bits up to 1000 mm (39") long can be used with hand-portable power tools, and are very effective for installing wiring and plumbing in existing buildings.
A star drill bit is used in a hand powered drill in conjunction with a hammer to drill into stone and masonry. A star drill bit's cutting edge consists of several blades joined at the center to form a star pattern.
-

25×500 mm SDS-plus masonry bit
-

Masonry bit tip
PCB through-hole drill bits
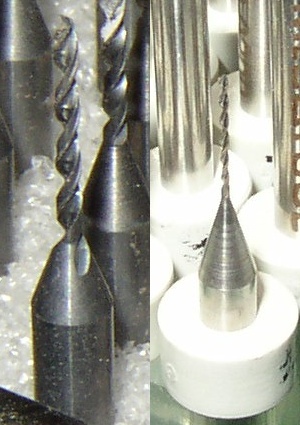
A great many holes of very small diameter must be drilled in printed circuit boards (PCBs) used by electronic equipment. Most PCBs are made of highly abrasive fiberglass, which quickly wears steel bits, especially given the hundreds or thousands of holes on most circuit boards. To solve this problem, solid tungsten carbide twist bits, which drill quickly through the board while providing a moderately long life, are almost always used. Carbide PCB bits are estimated to outlast high speed steel bits by a factor of ten or more. Other options that are out on the market and used in some situation are a diamond drill bit, or a diamond coated drill bit.
In industry, virtually all drilling is done by automated machines, and the bits are often automatically replaced by the equipment as they wear, as even solid carbide bits do not last long. PCB bits typically mount in a collet rather than a chuck, and come with standard-size shanks, often with pre-installed stops to set them at an exact depth every time when being automatically chucked by the equipment.
Due to the high rotational speeds—these bits are used at 30,000 to 100,000 RPM or even higher—their small size, and the brittleness of the material, even the slightest wobble of an operator's hand will shatter one, as will accidental contact with almost any object. Due to their brittleness these bits cannot be used in a hand drill, and even most moderately expensive drill presses will have too low a speed and too much chuck wobble to use them without breaking them.
Resharpened and easily available PCB Drills have historically been used in many prototyping and home PCB labs, using a high-speed rotary tool (such as a Moto-Tool by Dremel) in a stiff drill-press jig. If used for other materials these tiny bits must be evaluated for equivalent cutting speed vs material resistance to the cut (hardness) as the bit's rake angle and expected feed per revolution are optimised for high-speed automated use on fiberglass PCB substrate.
-

Two PCB drill bits.
Installer bits
Installer bits, also known as bell-hanger bits or fishing bits, are a type of twist drill bit for use with a hand-portable power tool. The key distinguishing feature of an installer bit is a transverse hole drilled through the web of the bit near the tip. Once the bit has penetrated a wall, a wire can be threaded through the hole and the bit pulled back out, pulling the wire with it. The wire can then be used to pull a cable or pipe back through the wall. This is especially helpful where the wall has a large cavity, where threading a fish tape could be difficult. Some installer bits have a transverse hole drilled at the shank end as well. Once a hole has been drilled, the wire can be threaded through the shank end, the bit released from the chuck, and all pulled forward through the drilled hole. Sinclair Smith of Brooklyn, New York was issued U.S. Patent 597,750 for this invention on January 25, 1898.
Installer bits are available in various materials and styles for drilling wood, masonry and metal.
A variant of the installer bit has a very long flexible shaft, typically up to 72 inches (1.8 m) long, with a small twist bit at the end. The shaft is made of spring steel instead of hardened steel, so it can be flexed while drilling without breaking. This allows the bit to be curved inside walls, for example to drill through studs from a light switch box without needing to remove any material from the wall. These bits usually come with a set of special tools to aim and flex the bit to reach the desired location and angle, although the problem of seeing where the operator is drilling still remains.
This flexible variant of the installer bit is used in the USA, but does not appear to be routinely available in the EU.
-

An 3/8" (9 mm) × 18" (457 mm) installer bit
-

Closeup of installer bit
Drill bit shank
Main article: drill bit shankDifferent styles of shank/chuck combination deliver different performance, such as allowing higher torque or greater centering accuracy.
See also
References
- ^ Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994), Manufacturing Processes Reference Guide, Industrial Press Inc., pp. 43–48, ISBN 0-8311-3049-0, http://books.google.com/books?id=6x1smAf_PAcC.
- ^ Modern machinery, 5, Modern Machining Publishing Company, 1899, p. 68, http://books.google.com/books?id=hZzmAAAAMAAJ&pg=PA68.
- ^ Stephen Ambrose Morse US patent 38,119 Improvement in Drill-Bits. Twist Drill Bit, Granted: April 7, 1863
- ^ McMaster-Carr catalog (115th ed.), McMaster-Carr, p. 2440, http://www.mcmaster.com/#catalog/116/2440, retrieved 2010-07-22.
- ^ Oberg et al. 2000, pp. 829,846.
- ^ Oberg et al. 2000, p. 846.
- ^ a b c Gillespie, Laroux (2008), Countersinking Handbook, Industrial Press Inc., pp. 78–79, ISBN 9780831133184, http://books.google.com/books?id=esWtCQuLWtIC&pg=PA78.
- ^ U.S. Patent 3,758,222
- ^ Center Drill Chart
- ^ McMaster-Carr, p. 2438, 116th edition.
Bibliography
- Oberg, Erik; Jones, Franklin D.; Horton, Holbrook L.; Ryffel, Henry H. (2000), Machinery's Handbook (26th ed.), New York: Industrial Press Inc., ISBN 0-8311-2635-3.
External links
Types of tools Cleaning tools Broom · Brush · Feather duster · Floor buffer · Hataki · Ice resurfacer · Mop · Mop bucket cart · Office cleaning cart · Pipe cleaner · Pressure washer · Sponge · Squeegee · Steam mop · Tawashi · Vacuum cleanerCutting and
abrasive toolsBlade · Bolt cutter · Broach · Ceramic tile cutter · Chisel · Coping saw · Countersink · Diamond blade · Diamond tool · Draw knife · Drill bit · Emery cloth · File · Fretsaw · Froe · Glass cutter · Grater · Grinding wheel · Hand saw · Knife · Miter saw · Nail clipper · Pipecutter · Plane · Rasp · Razor · Reamer · Sandpaper · Saw · Scalpel · Scissors · Steel wool · Surform · Switchblade · Utility knife · Water jet cutter · Wire brush · Wire cutter · Wire stripperGarden tools Adze · Axe · Billhook · Bow saw · Chainsaw · Cultivator · Earth auger · Edger · Garden fork · Garden hose · Garden trowel · Hatchet · Hedge trimmer · Hoe · Hori hori · Irrigation sprinkler · Lawn aerator · Lawn mower · Lawn sweeper · Leaf blower · Loppers · Loy · Machete · Mattock · Pickaxe · Pitchfork · Plough (plow) · Post hole digger · Pruning shears (secateurs) · Rake · Roller · Rotary tiller · Scythe · Shovel · Sickle · Slasher · Spade · Splitting maul · String trimmerHand tools Block plane · BNC inserter/remover · Brace · Bradawl · Breaker bar · Card scraper · Cat's paw · Caulking gun · Clamp · Crimping pliers · Crowbar · Grease gun · Fish tape · Hammer · Hand truck · Hawk · Hex key · Jack · Lug wrench · Locking pliers · Mallet · Mitre box · Monkey wrench · Nut driver · Paint roller · Paintbrush · Pipe wrench · Pliers · Plumber's snake · Plunger · Punch · Punch down tool · Putty knife · Ratchet · Sink wrench · Scratch awl · Screwdriver · Sledgehammer · Socket wrench · Spike maul · Staple gun · Stitching awl · Strap wrench · Tire iron · Torque wrench · Trowel · Upholstery hammer · Wrench (spanner)Machine and
metalworking toolsAutomatic lathe · Ball-peen hammer · Broaching machine · Drill press · Endmill · English wheel · Gear shaper · Grinding machine · Hacksaw · Hobbing machine · Jig borer · Lathe · Metalworking lathe · Milling cutter · Milling machine · Planer · Plasma cutter · Screw machine · Shaper · Tap and die · Thread restorer · Tool bit · Turret lathe · WelderMeasuring and
alignment toolsArchitect's scale · Beam compass · Caliper · Chalk box · Compass · Engineer's scale · Flexible curve · Jig · Laser level · Laser line level · Laser measuring tool · Micrometer · Plumb-bob · Protractor · Ruler · Scale · Sliding T bevel · Spirit level · Square · Straightedge · Tape measure · TemplatePower tools Angle grinder · Bandsaw · Belt sander · Blow torch · Chop saw · Circular saw · Concrete saw · Crusher · Cutting torch · Die grinder · Drill · Glue gun · Heat gun · Impact wrench · Jackhammer · Jigsaw · Jointer · Nail gun · Needlegun scaler · Power trowel · Radial arm saw · Random orbital sander · Reciprocating saw · Rotary tool · Router table · Sander · Scroll saw · Soldering gun · Soldering iron · Steam box · Table saw · Thickness planer · Wood router · Wood shaperOther Antique tools · Backscratcher · Bucket · Comb · Flashlight · Halligan bar · Kelly tool · Ladder · Pencil · Toolbox · Vise · WorkbenchCategories:- Hole making
- Petroleum production
- Woodworking tools

























Wikimedia Foundation. 2010.