- Tempering
-
For other uses, see Temper (disambiguation).
Tempering is a heat treatment technique for metals, alloys and glass. In steels, tempering is done to "toughen" the metal by transforming brittle martensite or bainite into a combination of ferrite and cementite or sometimes Tempered martensite. Precipitation hardening alloys, like many grades of aluminum and superalloys, are tempered to precipitate intermetallic particles which strengthen the metal. Tempering is accomplished by a controlled reheating of the work piece to a temperature below its lower critical temperature.
The brittle martensite becomes tough and ductile after it is tempered. Carbon atoms were trapped in the austenite when it was rapidly cooled, typically by oil or water quenching, forming the martensite. The martensite becomes strong after being tempered because when reheated, the microstructure can rearrange and the carbon atoms can diffuse out of the distorted body-centred-tetragonal (BCT) structure. After the carbon diffuses, the result is nearly pure ferrite with body-centred structure.
In metallurgy and materials science, there is always a trade-off between strength and ductility. This delicate balance highlights many of the subtleties inherent to the tempering process. Precise control of time and temperature during the tempering process are critical to achieve a metal with well balanced mechanical properties.
Contents
Process characteristics
- Improves ductility and toughness
- Reduces cracking
- Improves machinability
- Increases impact resistance
- Improves malleability
- Decreases hardness
Tempering in steel
Typically steel is heat treated in a multi-step process. First it is heated to create a solid solution of iron and carbon in a process called austenizing. Austenizing is followed by quenching to produce a martensitic microstructure. The steel is then tempered by heating between the ranges of 150–260 °C (302–500 °F) and 370–650 °C (698–1202 °F). Tempering in the range of 260–370 °C (500–698 °F) is sometimes avoided to reduce temper brittling. The steel is held at that temperature until the carbon trapped in the martensite diffuses to produce a chemical composition with the potential to create either bainite or pearlite (a crystal structure formed from a mixture of ferrite and cementite). When producing a truly bainitic or pearlitic steel the steel must be once again taken up to the austenite region (austenizing) and cooled slowly to a controlled temperature before being fully quenched to a low temperature. In bainitic steels, upper bainite or lower bainite may form depending on the duration and temperature of the tempering process. It is thermodynamically impossible that the martensite will be totally converted during tempering, so a mixture of martensite, bainite, ferrite and cementite is often formed.
Quench and self-temper
Modern reinforcing bar of 500MPa strength can be made from expensive microalloyed steel or by a quench and self-temper (QST) process. After the bar exits the final rolling pass, where the final shape of the bar is applied, the bar is then sprayed with water which quenches the outer surface of the bar. The bar speed and the amount of water are carefully controlled in order to leave the core of the bar unquenched. The hot core then tempers the quenched skin, leaving a bar with high strength but with a degree of ductility.
Tempering in precipitation hardened alloys
Before a precipitation hardened alloy can be tempered, it must be placed in solution. During this process, the alloy is heated to dissolve and uniformly distribute alloying elements. The alloy is then quenched at a rate of cooling high enough to prevent the alloying elements from falling out of solution. The alloy is then tempered, by heating at temperatures lower than the dissolving temperature.
During tempering, the alloying elements will diffuse through the alloy and react to form intermetallic compounds. The intermetallic compounds are not soluble in the alloy, and will precipitate, forming small particles. These particles strengthen the metal by impeding the movement of dislocations through the crystal structure of the alloy. Careful manipulation of tempering time and temperature allows the size and amount of precipitates to be controlled, thus tailoring the mechanical properties of the alloy.
Tempering in aluminum is also referred to as "aging". Artificially aged alloys are tempered at elevated temperature, while naturally aging alloys may be tempered at room temperature.
Alloy systems with a large number of alloying elements, like some superalloys, may be subjected to several tempering operations. During each operation a different precipitate is formed, resulting in a large number of different precipitates that are difficult to drive back into solution. This phenomenon contributes to the high temperature strength of precipitation hardened superalloys.
Tempering in blacksmithing
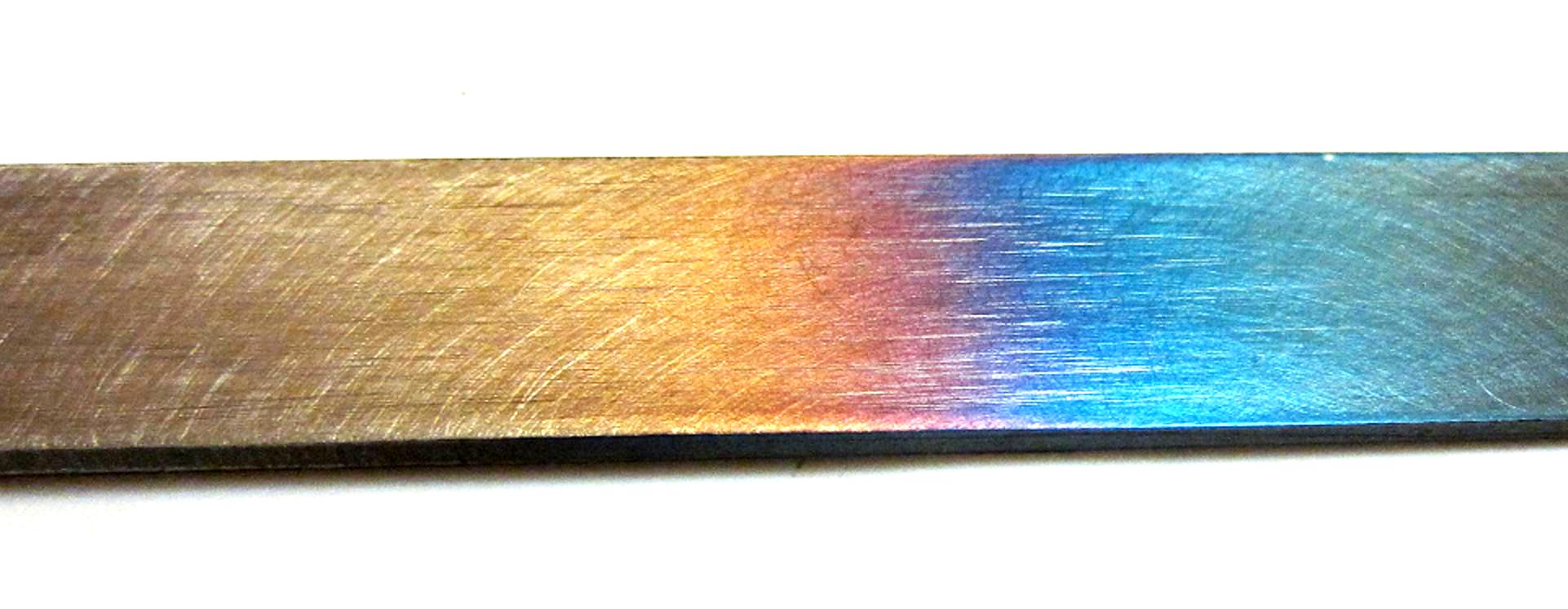
Main article: ForgeThe temperatures used in tempering are often too low to be gauged by the color of the workpiece. In this case, the blacksmith will heat the work piece for a known amount of time. Doing this ensures a certain degree of consistency in the tempering process from work piece to work piece. The cumulative effects of time and temperature can also be gauged by monitoring the color of the oxide film formed while tempering a well-polished blade.
Tempered glass
Main article: Toughened glassTempering, or toughening, of glass is a process in which glass is first heated above its annealing temperature (about 720°C), and then rapidly cooled by jets of cool air, thus hardening the surface of the glass and leaving the centre soft for a period of time. This creates internal stresses in the glass. If the glass is broken, it will break into many small pieces instead of simply cracking, making it far safer. Another advantage is that tempered glass can be up to four times stronger than regular glass. However, tempered glass cannot be cut to shape or drilled once it has been toughened.
See also
- Annealing (metallurgy)
- Precipitation strengthening
References
- ^ Light, its interaction with art and antiquities By Thomas B. Brill - Plenum Publishing 1980 Page 55
- ^ Andrews, Jack (1994). New Edge of the Anvil: a resource book for the blacksmith. pp. 98-99
Manufacturing Processes Reference Guide by Robert H. Todd, Dell K. Allen, and Leo Alting pg. 410
External links
Categories:- Glass engineering and science
- Glass physics
- Metal heat treatments
Wikimedia Foundation. 2010.