- Machining
-
"Machine shop" redirects here. For the record label, see Machine Shop Recordings.
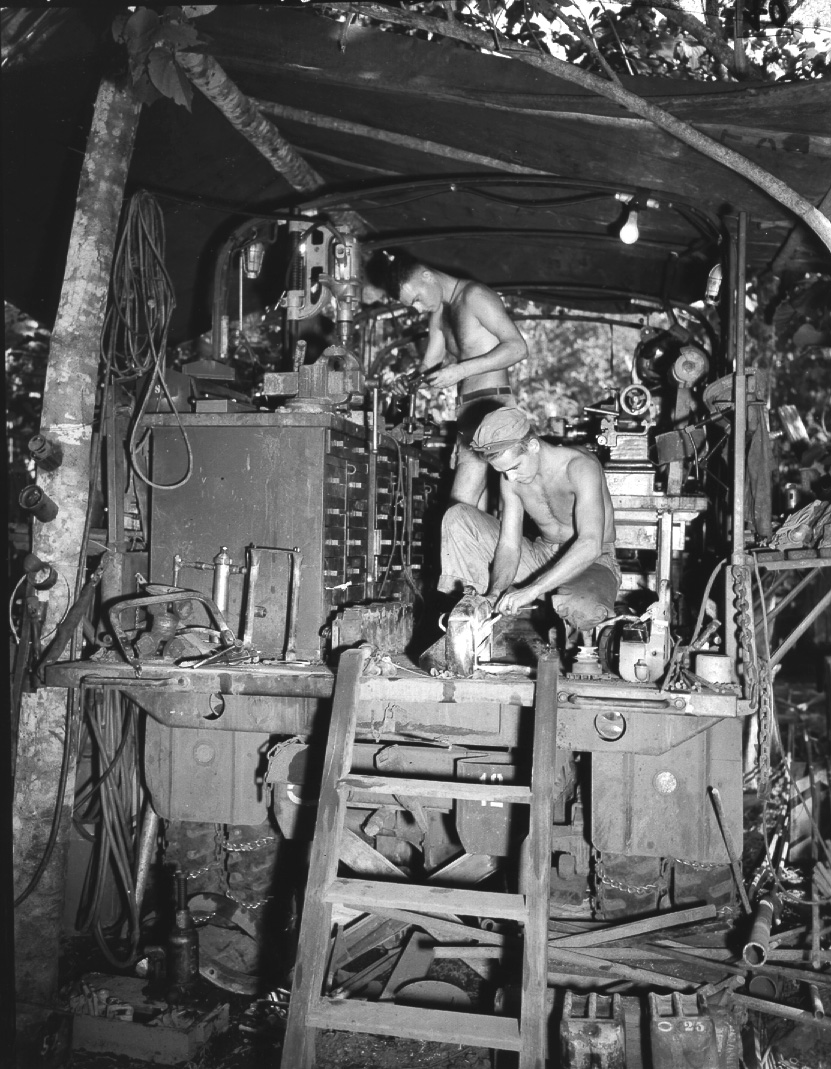
 New Guinea in 1943. Mobile Machine Shop truck of the US Army with machinists working on automotive parts.
New Guinea in 1943. Mobile Machine Shop truck of the US Army with machinists working on automotive parts.
Conventional machining is a form of subtractive manufacturing, in which a collection of material-working processes utilizing power-driven machine tools, such as saws, lathes, milling machines, and drill presses, are used with a sharp cutting tool to physical remove material to achieve a desired geometry.[1] Machining is a part of the manufacture of many metal products, but it can also be used on materials such as wood, plastic, ceramic, and composites.[2] A person who specializes in machining is called a machinist. A room, building, or company where machining is done is called a machine shop. Machining can be a business, a hobby, or both.[3] Much of modern day machining is carried out by computer numerical control (CNC). Computers are used to control the movement and operation of mills, lathes, and variety of other cutting machines.
The precise meaning of the term "machining" has evolved over the past two centuries as technology has advanced. During the Machine Age, it referred to (what we today might call) the "traditional" machining processes, such as turning, boring, drilling, milling, broaching, sawing, shaping, planing, reaming, and tapping, or grinding.[4] Since the advent of new technologies such as electrical discharge machining, electrochemical machining, electron beam machining, photochemical machining, and ultrasonic machining, the retronym "conventional machining" can be used to differentiate the classic technologies from the newer ones. The term "machining" without qualification usually implies conventional machining and the removal of material. With the recent proliferation of additive manufacturing technologies, conventional machining has been retronymously classified, in thought and language, as a subtractive manufacturing method. In narrow contexts, additive and subtractive methods may compete with each other. In the broad context of entire industries, their relationship is complementary. Each method has its own advantages over the other. While additive manufacturing methods can produce very intricate prototype designs impossible to replicate by machining, strength and material selection maybe limited.[5] With conventional machining, overhead and material cost can be much lower and is often geared toward massproduction.[6][7]
Contents
Machining operations

The three principal machining processes are classified as turning, drilling and milling. Other operations falling into miscellaneous categories include shaping, planing, boring, broaching and sawing.[8][9][10]
- Turning operations are operations that rotate the workpiece as the primary method of moving metal against the cutting tool. Lathes are the principal machine tool used in turning.
- Milling operations are operations in which the cutting tool rotates to bring cutting edges to bear against the workpiece. Milling machines are the principal machine tool used in milling.
- Drilling operations are operations in which holes are produced or refined by bringing a rotating cutter with cutting edges at the lower extremity into contact with the workpiece. Drilling operations are done primarily in drill presses but sometimes on lathes or mills.
- Miscellaneous operations are operations that strictly speaking may not be machining operations in that they may not be swarf producing operations but these operations are performed at a typical machine tool. Burnishing is an example of a miscellaneous operation. Burnishing produces no swarf but can be performed at a lathe, mill, or drill press.
An unfinished workpiece requiring machining will need to have some material cut away to create a finished product. A finished product would be a workpiece that meets the specifications set out for that workpiece by engineering drawings or blueprints. For example, a workpiece may be required to have a specific outside diameter. A lathe is a machine tool that can be used to create that diameter by rotating a metal workpiece, so that a cutting tool can cut metal away, creating a smooth, round surface matching the required diameter and surface finish. A drill can be used to remove metal in the shape of a cylindrical hole. Other tools that may be used for various types of metal removal are milling machines, saws, and grinding machines. Many of these same techniques are used in woodworking.
More recent, advanced machining techniques include electrical discharge machining (EDM), electro-chemical erosion, laser cutting, or water jet cutting to shape metal workpieces.
As a commercial venture, machining is generally performed in a machine shop, which consists of one or more workrooms containing major machine tools. Although a machine shop can be a stand-alone operation, many businesses maintain internal machine shops which support specialized needs of the business.
Machining requires attention to many details for a workpiece to meet the specifications set out in the engineering drawings or blueprints. Beside the obvious problems related to correct dimensions, there is the problem of achieving the correct finish or surface smoothness on the workpiece. The inferior finish found on the machined surface of a workpiece may be caused by incorrect clamping, a dull tool, or inappropriate presentation of a tool. Frequently, this poor surface finish, known as chatter, is evident by an undulating or irregular finish, and the appearance of waves on the machined surfaces of the workpiece.
 Basic machining process.
Basic machining process.Circle interpolating
 The orbital drilling principle
The orbital drilling principleCircle interpolating, also known as orbital drilling, is a process for creating holes using machine cutters.
Orbital drilling is based on rotating a cutting tool around its own axis and simultaneously about a centre axis which is off-set from the axis of the cutting tool. The cutting tool can then be moved simultaneously in an axial direction to drill or machine a hole – and/or combined with an arbitrary sidewards motion to machine an opening or cavity.
By adjusting the offset, a cutting tool of a specific diameter can be used to drill holes of different diameters as illustrated. This implies that the cutting tool inventory can be substantially reduced.
The term orbital drilling comes from that the cutting tool “orbits” around the hole center. The mechanically forced, dynamic offset in orbital drilling has several advantages compared to conventional drilling that drastically increases the hole precision. The lower thrust force results in a burr-less hole when drilling in metals. When drilling in composite materials the problem with delamination is eliminated.[11]
Overview of machining technology
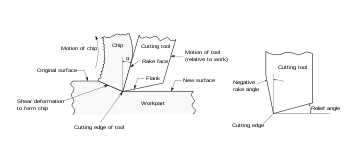
Machining is not just one process; it is a group of processes. The common feature is the use of a cutting tool to form a chip that is removed from the workpart, called swarf. To perform the operation, relative motion is required between the tool and work. This relative motion is achieved in most machining operation by means of a primary motion, called "cutting speed" and a secondary motion called "feed'". The shape of the tool and its penetration into the work surface, combined with these motions, produce the desired shape of the resulting work surface.
Types of machining operation
There are many kinds of machining operations, each of which is capable of generating a certain part geometry and surface texture.
In turning, a cutting tool with a single cutting edge is used to remove material from a rotating workpiece to generate a cylindrical shape. The speed motion in turning is provided by the rotating workpart, and the feed motion is achieved by the cutting tool moving slowly in a direction parallel to the axis of rotation of the workpiece.
Drilling is used to create a round hole. It is accomplished by a rotating tool that is typically has two or four cutting edges. The tool is fed in a direction parallel to its axis of rotation into the workpart to form the round hole.
In boring, the tool is used to enlarge an already available hole. It is a fine finishing operation used in the final stages of product manufacture.
In milling, a rotating tool with multiple cutting edges is moved slowly relative to the material to generate a plane or straight surface. The direction of the feed motion is perpendicular to the tool's axis of rotation. The speed motion is provided by the rotating milling cutter. The two basic forms of milling are:
- Peripheral milling
- Face milling
Other conventional machining operations include shaping, planing, broaching and sawing. Also, grinding and similar abrasive operations are often included within the category of machining.
The cutting tool
Main article: Cutting tool (machining) A "numerical controlled machining cell machinist" monitors a B-1B aircraft part being manufactured.
A "numerical controlled machining cell machinist" monitors a B-1B aircraft part being manufactured.A cutting tool has one or more sharp cutting edges and is made of a material that is harder than the work material. The cutting edge serves to separate chip from the parent work material. Connected to the cutting edge are the two surfaces of the tool:
- The rake face; and
- The flank.
The rake face which directs the flow of newly formed chip, is oriented at a certain angle is called the rake angle "α". It is measured relative to the plane perpendicular to the work surface. The rake angle can be positive or negative. The flank of the tool provides a clearance between the tool and the newly formed work surface, thus protecting the surface from abrasion, which would degrade the finish. This angle between the work surface and the flank surface is called the relief angle. There are two basic types of cutting tools:
- Single point tool; and
- Multiple-cutting-edge tool
A single point tool has one cutting edge and is used for turning, boreing and planing. During machining, the point of the tool penetrates below the original work surface of the workpart. The point is sometimes rounded to a certain radius, called the nose radius.
Multiple-cutting-edge tools have more than one cutting edge and usually achieve their motion relative to the workpart by rotating. Drilling and milling uses rotating multiple-cutting-edge tools. Although the shapes of these tools are different from a single-point tool, many elements of tool geometry are similar.
Cutting conditions
Relative motion is required between the tool and work to perform a machining operation. The primary motion is accomplished at a certain cutting speed. In addition, the tool must be moved laterally across the work. This is a much slower motion, called the feed. The remaining dimension of the cut is the penetration of the cutting tool below the original work surface, called the depth of cut. Collectively, speed, feed, and depth of cut are called the cutting conditions. They form the three dimensions of the machining process, and for certain operations, their product can be used to obtain the material removal rate for the process:
where
 – the material removal rate in mm3/s, (in3/s),
– the material removal rate in mm3/s, (in3/s), – the cutting speed in m/s, (ft/min),
– the cutting speed in m/s, (ft/min), – the feed in mm, (in),
– the feed in mm, (in), – the depth of cut in mm, (in).
– the depth of cut in mm, (in).
- Note: All units must be converted to the corresponding decimal (or USCU) units.
Stages in metal cutting
Machining operations usually divide into two categories, distinguished by purpose and cutting conditions:
- Roughing cuts, and
- Finishing cuts
Roughing cuts are used to remove large amount of material from the starting workpart as rapidly as possible, in order to produce a shape close to the desired form, but leaving some material on the piece for a subsequent finishing operation. Finishing cuts are used to complete the part and achieve the final dimension, tolerances, and surface finish. In production machining jobs, one or more roughing cuts are usually performed on the work, followed by one or two finishing cuts. Roughing operations are done at high feeds and depths – feeds of 0.04-1.25 mm/rev (0.015-0.050 in/rev) and depths of 2.5-20 mm (0.100-0.750 in) are typical. Finishing operations are carried out at low feeds and depths - feeds of 0.0125-0.04 mm/rev (0.0005-0.0015 in/rev) and depths of 0.75-2.0 mm (0.030-0.075 in) are typical. Cutting speeds are lower in roughing than in finishing.
A cutting fluid is often applied to the machining operation to cool and lubricate the cutting tool. Determining whether a cutting fluid should be used, and, if so, choosing the proper cutting fluid, is usually included within the scope of cutting condition.
Today other forms of metal cutting are becoming increasingly popular. An example of this is water jet cutting. Water jet cutting involves pressurized water in excess of 620 MPa (90 000 psi) and is able to cut metal and have a finished product. This process is called cold cutting, and it increases efficiency as opposed to laser and plasma cutting.
Academic researches
Flórez-Orrego et al.(2010) studied the effect of the variation of cutting parameters in the surface integrity in turning processing of an AISI 304 stainless steel. They found that the feed rate has the greatest impairing effect on the quality of the surface. Besides they found that, more than the achievement of the desired roughness profile, it should be analyized the effect on the creation of micropits and microdefects on the machined surface. Moreover, they found that the convectional empirical relation that relates the feed rate and the roughness value does not fit adequately for low cutting speeds.[1]
See also
- Abrasive flow machining
- Abrasive jet machining
- Biomachining
- Design for manufacturability for CNC machining
- Subtractive Manufactruing
- Machinist
- Machinability
- Machining vibrations
- Unimat
- Machine Tool
- Cutting Tool
- Additive Manufacturing
References
- ^ Additive Manufacturing Advances Another Step
- ^ Machining Page
- ^ Machining and Metalworking at Home
- ^ Machining: An Introduction
- ^ ADDITIVE/SUBTRACTIVE MANUFACTURING RESEARCH
- ^ How and When to Choose Between Additive and Subtractive Prototyping
- ^ Additive or subtractive?
- ^ Define Machining
- ^ Machining
- ^ Universal Tools and Manufacturing Company, Definitions
- ^ Orbital Drilling Goes Mainstream for the Dreamliner, Aerospace Engineering & Manufacturing, SAE International Publications, March 2009, p. 32
Bibliography
- Albert, Mark [Editor in Chief] (2011-01-17), "Subtractive plus additive equals more than ( - + + = > ): subtractive and additive processes can be combined to develop innovative manufacturing methods that are superior to conventional methods ['Mark: My Word' column—Editor's Commentary]", Modern Machine Shop (Cincinnati, Ohio, USA: Gardner Publications Inc) 83 (9): 14, http://www.mmsonline.com/columns/subtractive-plus-additive-equals-more-than.
Further reading
- Groover, Mikell P. (2007). "Theory of Metal Machining". Fundamentals of Modern Manufacturing (3rd ed ed.). John Wiley & Sons, Inc.. pp. 491–504. ISBN 0471744859.
- Oberg, Erik; Jones, Franklin D.; McCauley, Christopher J.; Heald, Ricardo M. (2004), Machinery's Handbook (27th ed.), Industrial Press, ISBN 978-0831127008.
- "Machine Tool Practices", 6th edition, by R.R.; Kibbe, J.E.; Neely, R.O.; Meyer & W.T.; White, ISBN 0-13-270232-0, 2nd printing, copyright 1999, 1995, 1991, 1987, 1982 and 1979 by Prentice Hall.
External links
- www.efunda.com, Machining: An Introduction
- www.nmri.go.jp/eng, Elementary knowledge of metalworking
- www.machiningpartners.com, Machining:Climb Milling VS Conventional Milling
- www.mmsonline.com, Drill And Bore With A Face Mill
Metalworking Machining and computing Computer-aided engineering Drilling and threading Grinding and lapping Abrasive · Angle grinder · Bench grinder · Coated abrasives · Cylindrical grinder · Diamond plate · Flick grinder · Dresser · Grinding · Grinding machine · Grinding wheel · Jig grinder · Lapping · Sanding · Sharpening stone · Spark testing · Surface grinder · Tool and cutter grinderMachining and milling Electrical discharge machining · Electrochemical machining · Endmill · Engraving · Hobbing · Lathe · Machine tool · Machining · Milling cutter · Milling machine · Planer · Pantograph · ShaperMachine tooling Angle plate · Chuck · Collet · Jig · Fixture · Indexing head · Lathe center · Machine taper · Magnetic base · Mandrel · Rotary table · WigglerTerminology Casting · Fabrication · Forming · Jewellery · Machining · Metallurgy · Smithing · Tools and terminology · WeldingCategories:




Wikimedia Foundation. 2010.