- Grinding wheel
-
 Grinding wheel
Grinding wheel
 Grinding wheels
Grinding wheelsA grinding wheel is an expendable wheel that is composed of an abrasive compound used for various grinding (abrasive cutting) and abrasive machining operations. They are used in grinding machines.
The wheels are generally made from a matrix of coarse particles pressed and bonded together to form a solid, circular shape, various profiles and cross sections are available depending on the intended usage for the wheel. They may also be made from a solid steel or aluminium disc with particles bonded to the surface.
The manufacture of these wheels is a precise and tightly controlled process, due not only to the inherent safety risks of a spinning disc, but also the composition and uniformity required to prevent that disc from exploding due to the high stresses produced on rotation.
Contents
Characteristics
There are five characteristics of a cutting wheel: material, grain size, wheel grade, grain spacing, and bond type. They will be indicated by codes on the wheel's label.
Material, the actual abrasive, is selected according to the hardness of the material being cut.
- Aluminum Oxide (A)
- Silicon Carbide (C)
- Diamond (D, MD, SD)
- Cubic Boron Nitride (B)
Grain size, from 8 (coarsest) 600 (finest), determines the physical size of the abrasive grains in the wheel. A larger grain will cut freely, allowing fast cutting but poor surface finish. Ultra-fine grain sizes are for precision finish work.
Wheel grade, from A (soft) to Z (hard), determines how tightly the bond holds the abrasive. Grade affects almost all considerations of grinding, such as wheel speed, coolant flow, maximum and minimum feed rates, and grinding depth.
Grain spacing, or structure, from 1 (densest) to 16 (least dense). Density is the ratio of bond and abrasive to air space. A less-dense wheel will cut freely, and has a large effect on surface finish. It is also able to take a deeper or wider cut with less coolant, as the chip clearance on the wheel is greater.
Wheel bond, how the wheel holds the abrasives, affects finish, coolant, and minimum/maximum wheel speed.
- Vitrified (V)
- Resinoid (B)
- Silicate (S)
- Shellac (E)
- Rubber (R)
- Metal (M)
- Oxychloride (O)
Types
Straight wheel
 Straight wheel
Straight wheelTo the right is an image of a straight wheel. These are by far the most common style of wheel and can be found on bench or pedestal grinders. They are used on the periphery only and therefore produce a slightly concave surface (hollow ground) on the part. This can be used to advantage on many tools such as chisels.
Straight Wheels are generally used for cylindrical, centreless, and surface grinding operations. Wheels of this form vary greatly in size, the diameter and width of face naturally depending upon the class of work for which is used and the size and power of the grinding machine.
Cylinder or wheel ring
Cylinder wheels provide a long, wide surface with no center mounting support (hollow). They can be very large, up to 12" in width. They are used only in vertical or horizontal spindle grinders. Cylinder or wheel ring is used for producing flat surfaces, the grinding being done with the end face of the wheel.
Tapered wheel
A straight wheel that tapers outward towards the center of the wheel. This arrangement is stronger than straight wheels and can accept higher lateral loads. Tapered face straight wheel is primarily used for grinding thread, gear teeth etc.
Straight cup
Straight cup wheels are an alternative to cup wheels in tool and cutter grinders, where having an additional radial grinding surface is beneficial.
Dish cup
A very shallow cup-style grinding wheel. The thinness allows grinding in slots and crevices. It is used primarily in cutter grinding and jig grinding.
Saucer wheel
A special grinding profile that is used to grind milling cutters and twist drills. It is most common in non-machining areas, as sawfilers use saucer wheels in the maintenance of saw blades.
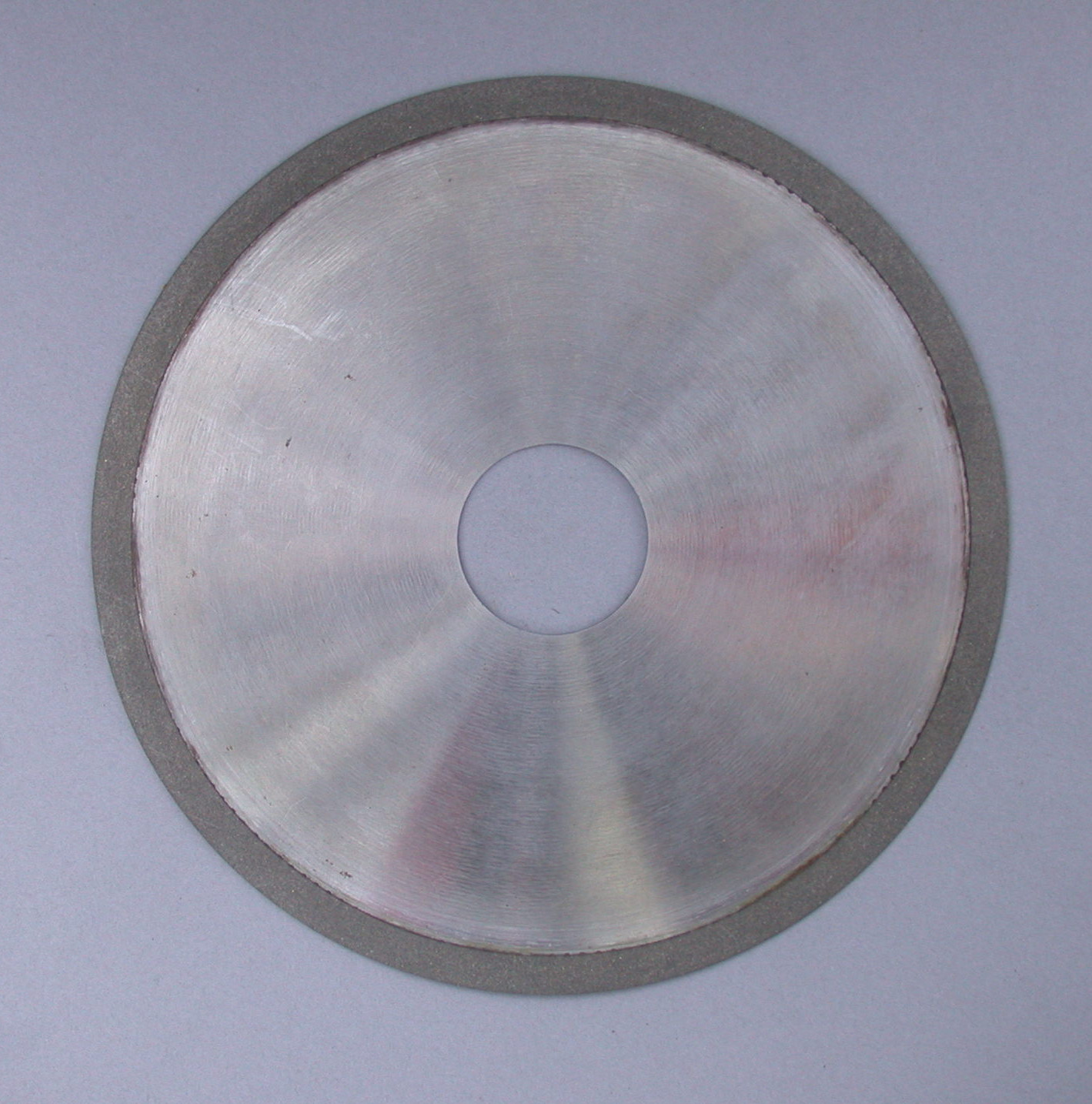
Diamond wheel
 Diamond wheel
Diamond wheelDiamond wheels are grinding wheels with industrial diamonds bonded to the periphery.
They are used for grinding extremely hard materials such as carbide cutting tips, gemstones or concrete. The saw pictured to the right is a slitting saw and is designed for slicing hard materials, typically gemstones.
Diamond mandrels
Diamond mandrels are very similar to their counterpart, a diamond wheel. They are tiny diamond rasps for use in a jig grinder doing profiling work in hard material.
Cut off wheels
Cut off wheels, also known as parting wheels, are self-sharpening wheels that are thin in width and often have radial fibres reinforcing them. They are often used in the construction industry for cutting reinforcement bars (rebar), protruding bolts or anything that needs quick removal or trimming. Most handymen would recognise an angle grinder and the discs they use.
Use
To use the grinding wheel it must first be clamped to the grinding machine. The wheel type (e.g. cup or plain wheel below) fit freely on their supporting arbors, the necessary clamping force to transfer the rotary motion being applied to the wheels side by identically sized flanges (metal discs). The paper blotter shown in the images is intended to distribute this clamping force evenly across the wheels surface.
Dressing
Grinding wheels are self sharpening to a small degree, for optimal use they may be dressed and trued by the use of wheel or grinding dressers. Dressing the wheel refers to removing the current layer of abrasive, so that a fresh and sharp surface is exposed to the work surface. Trueing the wheel makes the grinding surface parallel to the grinding table or other reference plane, so the entire grinding wheel is even and produces an accurate surface.
See also
Metalworking Machining and computing Computer-aided engineering Drilling and threading Grinding and lapping Abrasive · Angle grinder · Bench grinder · Coated abrasives · Cylindrical grinder · Diamond plate · Flick grinder · Dresser · Grinding · Grinding machine · Grinding wheel · Jig grinder · Lapping · Sanding · Sharpening stone · Spark testing · Surface grinder · Tool and cutter grinderMachining and milling Electrical discharge machining · Electrochemical machining · Endmill · Engraving · Hobbing · Lathe · Machine tool · Machining · Milling cutter · Milling machine · Planer · Pantograph · ShaperMachine tooling Angle plate · Chuck · Collet · Jig · Fixture · Indexing head · Lathe center · Machine taper · Magnetic base · Mandrel · Rotary table · WigglerTerminology Casting · Fabrication · Forming · Jewellery · Machining · Metallurgy · Smithing · Tools and terminology · WeldingCategories:- Grinding and lapping
- Metalworking tools



Wikimedia Foundation. 2010.