- Drill bit sizes
-
Drill bits are the cutting tools of drilling machines. They can be made in any size to order, but standards organizations have defined sets of sizes that are produced routinely by drill bit manufacturers and stocked by distributors.
In the U.S., fractional inch and gauge drill bit sizes are in common use. In nearly all other countries, metric drill bit sizes are most common, and all others are anachronisms or are reserved for dealing with designs from the US. The British Standards on replacing gauge size drill bits with metric sizes in the UK was first published in 1959.
A comprehensive table for metric, fractional wire and tapping sizes can be found at the drill and tap size chart.
Contents
Metric drill bit sizes
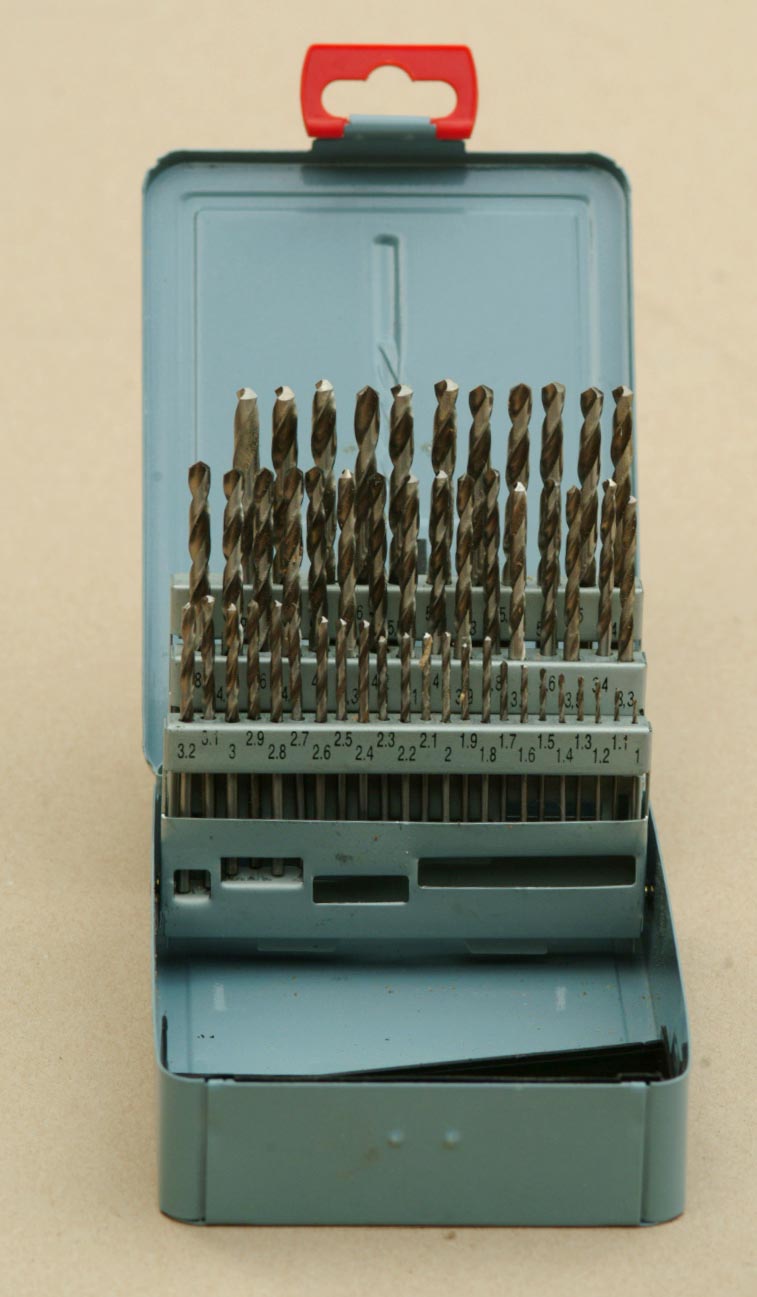
 Metric drill set, 1.0-6.0 mm by 0.1 mm, jobber length
Metric drill set, 1.0-6.0 mm by 0.1 mm, jobber length
Metric drill bit sizes define the diameter of the bit in terms of standard metric lengths. Standards organizations define sets of sizes that are conventionally manufactured and stocked. For example, British Standard BS 328 defines sizes from 0.2 mm to 25.0 mm.
From 0.2 through 0.98 mm, sizes are defined as follows, where N is an integer from 2 through 9:
- N · 0.1 mm
- N · 0.1 + 0.02 mm
- N · 0.1 + 0.05 mm
- N · 0.1 + 0.08 mm
From 1.0 through 2.95 mm, sizes are defined as follows, where N is an integer from 10 through 29:
- N · 0.1 mm
- N · 0.1 + 0.05 mm
From 3.0 through 13.9 mm, sizes are defined as follows, where N is an integer from 30 through 139:
- N · 0.1 mm
From 14.0 through 25.0 mm, sizes are defined as follows, where M is an integer from 14 through 25:
- M · 1 mm
- M · 1 + 0.25 mm
- M · 1 + 0.5 mm
- M · 1 + 0.75 mm
In smaller sizes, bits are available in smaller diameter increments. This reflects both the smaller drilled hole diameter tolerance possible on smaller holes, and also the wishes of designers to have drill bit sizes available within at most 10% of an arbitrary size hole.
The price and availability of particular size bits does not change uniformly across the size range. Bits at size increments of 1 mm are most commonly available, and lowest price. Sets of bits in 1 mm increments might be found on a market stall. In 0.5 mm increments, any hardware store. In 0.1 mm increments, any engineers' store. Sets are not commonly available in smaller size increments, except for drill bits below 1 mm diameter. Drill bits of the less routinely used sizes, such as 2.55 mm, would have to be ordered from a specialist drill bit supplier. This subsetting of standard sizes is in contrast to general practice with number gauge drill bits, where it is rare to find a set on the market which does not contain every gauge.
Metric dimensioning is routinely used for drill bits of all types, although the details of BS328 apply only to twist drill bits. For example, a set of forstner bits may contain 10, 15, 20, 25 and 30 mm diameter cutters.
Fractional-inch drill bit sizes
 Fractional drill bit set by Craftsman
Fractional drill bit set by CraftsmanANSI B94.11M-1979 sets size standards for jobber length straight shank twist drill bits from 1/64 inch through 1 inch in 1/64 inch increments. For morse taper shank drill bits, the standard continues in 1/64 inch increments up to 1¾ inch, then 1/32 inch increments up to 2¼ inch, 1/16 inch increments up to 3 inches, 1/8 inch increments up to 3¼ inches, and a single 1/4 inch increment to 3½ inches.
One disadvantage of this scheme of sizing is that the size increment between drill bits is very large for the smaller sizes, 100% for the first step. The implication is that number gauge drill bits have to be used to bridge the gaps.
Another disadvantage is the convention in labelling the bits. Rather than an integral number of 64ths of an inch, drill bit sizes are written down as irreducible fractions. So, instead of 78/64 inch, or 1 14/64 inch, the size is always written as 1 7/32 inch. This can lead to confusion and mistakes unless great care is taken.
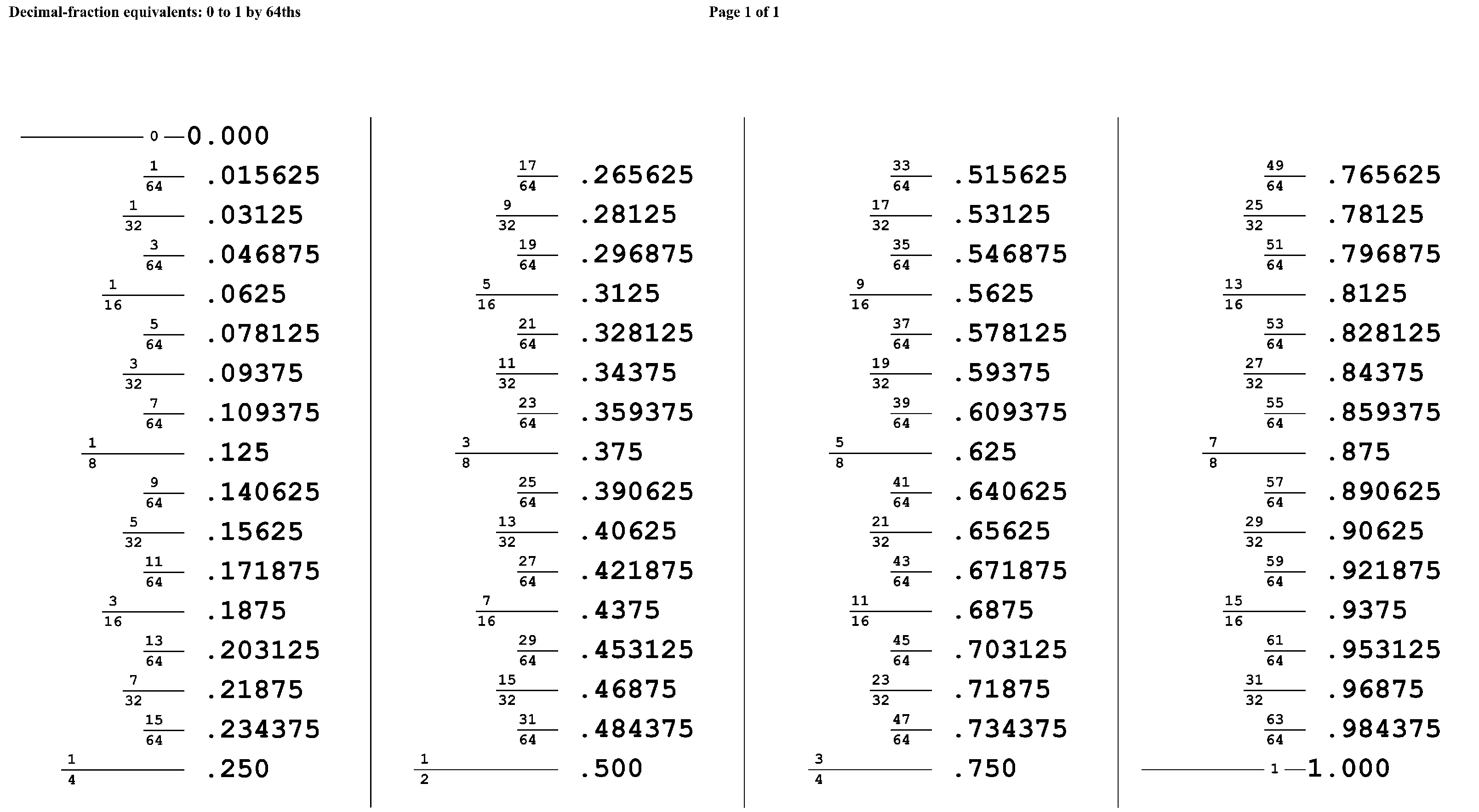
Below is a chart providing the decimal-fraction equivalents that are most relevant to fractional-inch drill bit sizes (that is, 0 to 1 by 64ths). (Decimal places for .25, .5, and .75 are shown to thousandths [.250, .500, .750], which is how machinists usually think about them ["two-fifty", "five hundred", "seven-fifty"]. Machinists generally truncate the decimals after thousandths; for example, a 27/64" drill bit may be referred to in shop-floor speech as a "four-twenty-one drill".)
Fractional inch drill bit sizes are still in common use in the US. In the past, they were popular elsewhere, but now have been largely discarded in favour of metric sizes.Decimal-fraction equivalents: 0 to 1 by 64ths
 Click this thumbnail to see the chart as a landscape-oriented image.
Click this thumbnail to see the chart as a landscape-oriented image.0.000 1 .015625 64 1 .03125 32 3 .046875 64 - See the rest of the chart →.
US number and letter gauge drill bit sizes
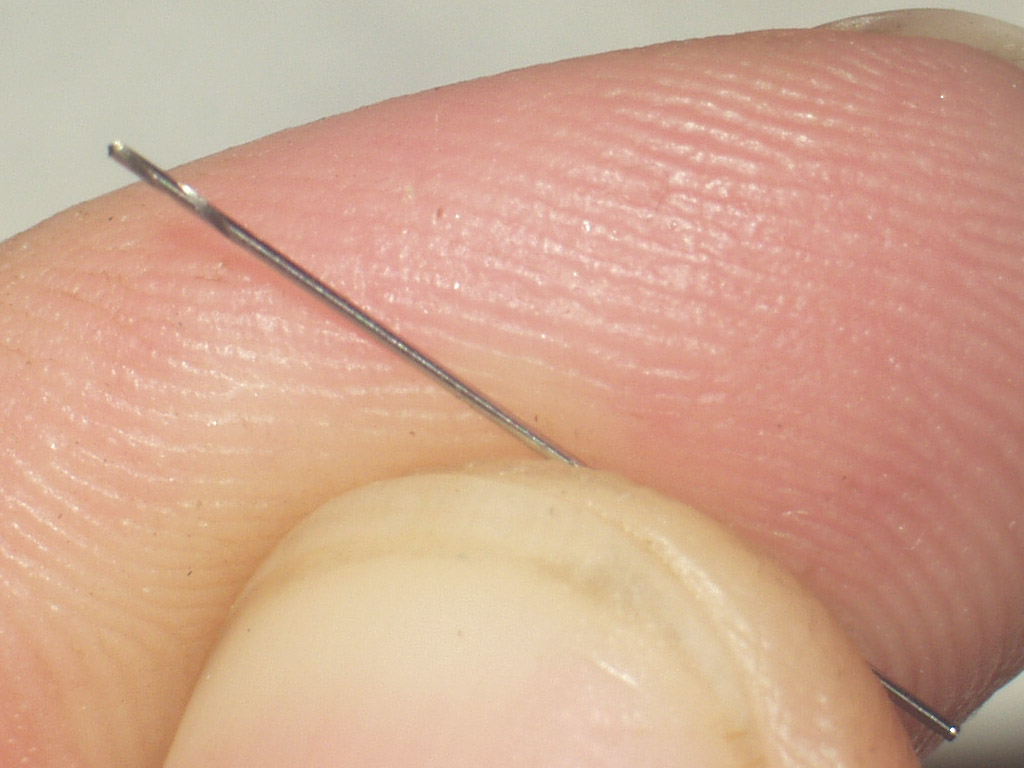
 A #80 drill bit.
A #80 drill bit.Number drill bit gauge sizes are analogous to, but different from, American wire gauge. (See the conversion table below).
Number gauge is routinely used from size 80 (the smallest) to size 1 (the largest) followed by letter gauge size A (the smallest) to size Z (the largest). Number gauge is actually defined at least down to size 97, but these smaller sizes are rarely encountered. It happens that as the technology for making small drill bits and drilling small holes has become more available, metric measurements have become the norm.
Number and letter gauge drill bits are almost always twist drill bits. There is no particular reason why the gauge cannot be used to measure bits of other types, but the gauge covers a size range across which the twist drill bit is the most commonly used.
The gauge-to-diameter conversion does not follow a set formula, but rather was defined as a useful and practical measure. The graph shows how gauge diameters change with gauge. Each step along the horizontal axis is one gauge size. The step size between adjacent gauges is smaller for smaller gauges. This is appropriate, because the tolerance of the diameter of drilled holes is closer for smaller drill bits. The increment from one gauge to the next for a number 92 drill bit at 0.2 mm diameter is just 5%, compared to 10% for standard metric sizes. Number and letter gauge drill bits are still in common use in the U.S. In the past, they were popular elsewhere, but now have been largely discarded in favour of metric sizes.

Drill Bit Conversion Table
 click to see a ruler comparing millimetres to fractions of an inchSee also: drill and tap size chart
click to see a ruler comparing millimetres to fractions of an inchSee also: drill and tap size chartgauge in/mm 80 0.0135 in/0.343 mm 79 0.0145 in/0.368 mm 78 0.016 in/0.406 mm 77 0.018 in/0.457 mm 76 0.020 in/0.508 mm 75 0.021 in/0.533 mm 74 0.0225 in/0.572 mm 73 0.024 in/0.610 mm 72 0.025 in/0.635 mm 71 0.026 in/0.660 mm 70 0.028 in/0.711 mm 69 0.0292 in/0.742 mm 68 0.031 in/0.787 mm 67 0.032 in/0.813 mm 66 0.033 in/0.838 mm 65 0.035 in/0.889 mm 64 0.036 in/0.914 mm 63 0.037 in/0.940 mm 62 0.038 in/0.965 mm 61 0.039 in/0.991 mm 60 0.040 in/1.016 mm 59 0.041 in/1.041 mm 58 0.042 in/1.067 mm 57 0.043 in/1.092 mm 56 0.0465 in/1.181 mm 55 0.052 in/1.321 mm 54 0.055 in/1.397 mm gauge in/mm 53 0.0595 in/1.511 mm 52 0.0635 in/1.613 mm 51 0.067 in/1.702 mm 50 0.070 in/1.778 mm 49 0.073 in/1.854 mm 48 0.076 in/1.930 mm 47 0.0785 in/1.994 mm 46 0.081 in/2.057 mm 45 0.082 in/2.083 mm 44 0.086 in/2.184 mm 43 0.089 in/2.261 mm 42 0.0935 in/2.375 mm 41 0.096 in/2.438 mm 40 0.098 in/2.489 mm 39 0.0995 in/2.527 mm 38 0.1015 in/2.578 mm 37 0.104 in/2.642 mm 36 0.1065 in/2.705 mm 35 0.110 in/2.794 mm 34 0.111 in/2.819 mm 33 0.113 in/2.870 mm 32 0.116 in/2.946 mm 31 0.120 in/3.048 mm 30 0.1285 in/3.264 mm 29 0.136 in/3.454 mm 28 0.1405 in/3.569 mm 27 0.144 in/3.658 mm gauge in/mm 26 0.147 in/3.734 mm 25 0.1495 in/3.797 mm 24 0.152 in/3.861 mm 23 0.154 in/3.912 mm 22 0.157 in/3.988 mm 21 0.159 in/4.039 mm 20 0.161 in/4.089 mm 19 0.166 in/4.216 mm 18 0.1695 in/4.305 mm 17 0.173 in/4.394 mm 16 0.177 in/4.496 mm 15 0.180 in/4.572 mm 14 0.182 in/4.623 mm 13 0.185 in/4.699 mm 12 0.189 in/4.801 mm 11 0.191 in/4.851 mm 10 0.1935 in/4.915 mm 9 0.196 in/4.978 mm 8 0.199 in/5.055 mm 7 0.201 in/5.105 mm 6 0.204 in/5.182 mm 5 0.2055 in/5.220 mm 4 0.209 in/5.309 mm 3 0.213 in/5.410 mm 2 0.221 in/5.613 mm 1 0.228 in/5.791 mm - - - gauge in/mm A 0.234 in/5.944 mm B 0.238 in/6.045 mm C 0.242 in/6.147 mm D 0.246 in/6.248 mm E 0.250 in/6.350 mm F 0.257 in/6.528 mm G 0.261 in/6.629 mm H 0.266 in/6.756 mm I 0.272 in/6.909 mm J 0.277 in/7.036 mm K 0.281 in/7.137 mm L 0.290 in/7.366 mm M 0.295 in/7.493 mm N 0.302 in/7.671 mm O 0.316 in/8.026 mm P 0.323 in/8.204 mm Q 0.332 in/8.433 mm R 0.339 in/8.611 mm S 0.348 in/8.839 mm T 0.358 in/9.093 mm U 0.368 in/9.347 mm V 0.377 in/9.576 mm W 0.386 in/9.804 mm X 0.397 in/10.08 mm Y 0.404 in/10.26 mm Z 0.413 in/10.49 mm - - Screw-machine-length drill
The shortest standard-length drills (that is, lowest length-to-diameter ratio) are screw-machine-length drills. They get their name from their most common application: use in screw machines. Given the industrial nature of most demand for screw-machine-length drills, they are generally sold only by metalworking supply businesses (not in hardware stores or home centers).
Jobber-length drill
Jobber-length drills are the most common type of drill. The length of the flutes is either four or five times the diameter of the drill, depending on the manufacturer. So a 1⁄2 in (12.7 mm) diameter drill will be able to drill a hole either 2 or 21⁄2 in (50.8 or 63.5 mm) deep, again depending on the manufacturer.[citation needed]
Long series drill bits
 11/32 inch drills - long-series morse, plain morse, jobber
11/32 inch drills - long-series morse, plain morse, jobberThe image shows a long series drill compared to its diametric equivalents, all are 11⁄32 inches (8.7 mm) in diameter. The equivalent morse taper drill shown in the middle is of the usual length for a taper shank drill. The lower drill bit is the jobber or parallel shank equivalent.
Center drill bit sizes
 Center drills, Numbers 1 (bottom) through to 6 (top)
Center drills, Numbers 1 (bottom) through to 6 (top)Center drills are available with two different included angles; 60 degrees is the standard for drilling centre holes (for example for subsequent centre support in the lathe), but 90 degrees is also common and used when locating holes prior to drilling with twist drills.
Size Designation Drill Diameter
[inches (mm)]5/0 0.010 in (0.254 mm) 4/0 0.015 in (0.381 mm) 3/0 0.020 in (0.508 mm) 2/0 0.025 in (0.635 mm) 0 1⁄32 in (0.794 mm) 1 3⁄64 in (1.191 mm) 2 5⁄64 in (1.984 mm) 3 7⁄64 in (2.778 mm) 4 1⁄8 in (3.175 mm) 4½ 9⁄64 in (3.572 mm) 5 3⁄16 in (4.763 mm) 6 7⁄32 in (5.556 mm) 7 1⁄4 in (6.350 mm) 8 5⁄16 in (7.938 mm) Gauge [inches (mm)] BS1 1⁄8 in (3.175 mm) BS2 3⁄16 in (4.763 mm) BS3 1⁄4 in (6.350 mm) BS4 5⁄16 in (7.938 mm) BS5 7⁄16 in (11.113 mm) BS5A 1⁄2 in (12.700 mm) BS6 5⁄8 in (15.875 mm) BS7 3⁄4 in (19.050 mm) See also
Categories:- Woodworking
- Hole making



Wikimedia Foundation. 2010.