- Brewing
-
"Brewer" redirects here. For other uses, see Brewer (disambiguation).This article is about the commercial brewing of beer. For making tea, see Steeping. For homebrewing, see Homebrewing.
 A 16th-century brewery
A 16th-century brewery
Brewing is the production of beer through steeping a starch source (commonly cereal grains) in water and then fermenting with yeast. Brewing has taken place since around the 6th millennium BCE, and archeological evidence suggests that this technique was used in ancient Egypt. Descriptions of various beer recipes can be found in Sumerian writings, some of the oldest known writing of any sort.[1][2][3] Brewing takes place in a brewery by a brewer, and the brewing industry is part of most western economies.
The basic ingredients of beer are water; a fermentable (convertible into alcohol) starch source, such as malted barley; a brewer's yeast to produce the fermentation; and a flavouring, such as hops.[4] A secondary starch source (an adjunct) may be used, such as maize (corn), rice or sugar.[5] Less widely used starch sources include millet, sorghum and cassava root in Africa, potato in Brazil, and agave in Mexico, among others.[6] The amount of each starch source in a beer recipe is collectively called the grain bill.
There are several steps in the brewing process, which include malting, milling, mashing, lautering, boiling, fermenting, conditioning, filtering, and packaging. There are three main fermentation methods, warm, cool and wild or spontaneous. Fermentation may take place in open or closed vessels. There may be a secondary fermentation which can take place in the brewery, in the cask or in the bottle.
Brewing specifically refers to the process of steeping, such as with making tea, sake and soy sauce. Wine and cider technically aren't brewed, rather vinted, as the entire fruit is pressed, and then the liquid extracted. Mead isn't technically brewed, as the honey is used entirely, as opposed to being steeped in water.
Contents
Ingredients
 Malted barley before roasting
Malted barley before roastingThe basic ingredients of beer are water; a starch source, such as malted barley, able to be fermented (converted into alcohol); a brewer's yeast to produce the fermentation; and a flavouring such as hops.[4] A mixture of starch sources may be used, with a secondary starch source, such as maize (corn), rice or sugar, often being termed an adjunct, especially when used as a lower-cost substitute for malted barley.[5] Less widely used starch sources include millet, sorghum and cassava root in Africa, potato in Brazil, and agave in Mexico, among others.[6] The amount of each starch source in a beer recipe is collectively called the grain bill.
- Water
Beer is composed mostly of water. Regions have water with different mineral components; as a result, different regions were originally better suited to making certain types of beer, thus giving them a regional character.[7] For example, Dublin has hard water well suited to making stout, such as Guinness; while Pilsen has soft water well suited to making pale lager, such as Pilsner Urquell.[7] The waters of Burton in England contain gypsum, which benefits making pale ale to such a degree that brewers of pale ales will add gypsum to the local water in a process known as Burtonisation.[8]
- Starch source
Main articles: Malt and Mash ingredientsThe starch source in a beer provides the fermentable material and is a key determinant of the strength and flavour of the beer. The most common starch source used in beer is malted grain. Grain is malted by soaking it in water, allowing it to begin germination, and then drying the partially germinated grain in a kiln. Malting grain produces enzymes that convert starches in the grain into fermentable sugars.[9] Different roasting times and temperatures are used to produce different colours of malt from the same grain. Darker malts will produce darker beers.[10]
Nearly all beer includes barley malt as the majority of the starch. This is because of its fibrous husk, which is not only important in the sparging stage of brewing (in which water is washed over the mashed barley grains to form the wort), but also as a rich source of amylase, a digestive enzyme which facilitates conversion of starch into sugars. Other malted and unmalted grains (including wheat, rice, oats, and rye, and less frequently, corn and sorghum) may be used. In recent years, a few brewers have produced gluten-free beer made with sorghum with no barley malt for people who cannot digest gluten-containing grains like wheat, barley, and rye.[11]
- Hops
Main article: HopsFlavouring beer is the sole major commercial use of hops.[12] The flower of the hop vine is used as a flavouring and preservative agent in nearly all beer made today. The flowers themselves are often called "hops".
Hops were used by monastery breweries, such as Corvey in Westphalia, Germany, from 822 AD,[13][14] though the date normally given for widespread cultivation of hops for use in beer is the thirteenth century.[13][14] Before the thirteenth century, and until the sixteenth century, during which hops took over as the dominant flavouring, beer was flavoured with other plants; for instance, Glechoma hederacea. Combinations of various aromatic herbs, berries, and even ingredients like wormwood would be combined into a mixture known as gruit and used as hops are now used.[15] Some beers today, such as Fraoch' by the Scottish Heather Ales company[16] and Cervoise Lancelot by the French Brasserie-Lancelot company,[17] use plants other than hops for flavouring.
Hops contain several characteristics that brewers desire in beer. They contribute a bitterness that balances the sweetness of the malt; the bitterness of beers is measured on the International Bitterness Units scale. Hops contribute floral, citrus, and herbal aromas and flavours to beer. They also have an antibiotic effect that favours the activity of brewer's yeast over less desirable microorganisms, and hops aids in "head retention",[18][19] the length of time that a foamy head created by carbonation will last. The acidity of hops is a preservative.[20][21]
- Yeast
Main articles: Brewer's yeast, Saccharomyces cerevisiae, and Saccharomyces uvarumYeast is the microorganism that is responsible for fermentation in beer. Yeast metabolises the sugars extracted from grains, which produces alcohol and carbon dioxide, and thereby turns wort into beer. In addition to fermenting the beer, yeast influences the character and flavour.[22] The dominant types of yeast used to make beer are Saccharomyces cerevisiae, known as ale yeast, and Saccharomyces uvarum, known as lager yeast; their use distinguishes ale and lager.[23] Brettanomyces ferments lambics,[24] and Torulaspora delbrueckii ferments Bavarian weissbier.[25] Before the role of yeast in fermentation was understood, fermentation involved wild or airborne yeasts. A few styles such as lambics rely on this method today, but most modern fermentation adds pure yeast cultures.[26]
- Clarifying agent
Main article: FiningsSome brewers add one or more clarifying agents to beer, which typically precipitate (collect as a solid) out of the beer along with protein solids and are found only in trace amounts in the finished product. This process makes the beer appear bright and clean, rather than the cloudy appearance of ethnic and older styles of beer such as wheat beers.[27]
Examples of clarifying agents include isinglass, obtained from swimbladders of fish; Irish moss, a seaweed; kappa carrageenan, from the seaweed Kappaphycus cottonii; Polyclar (artificial); and gelatin.[28] If a beer is marked "suitable for Vegans", it was generally clarified either with seaweed or with artificial agents,[29] although the Fast Cask method invented by Marston's in 2009 may provide another method.[30]
Brewing process
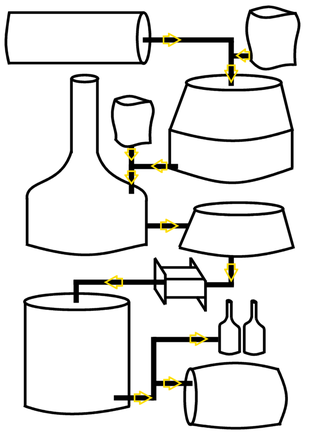 Diagram illustrating the process of brewing beerHot Water TankMalt
Diagram illustrating the process of brewing beerHot Water TankMaltAll beers are brewed using a process based on a simple formula. Key to the process is malted grain – mainly barley, though other cereals, such as wheat or rice, may be added. Malt is made by allowing a grain to germinate, after which it is then dried in a kiln and sometimes roasted. The germination process creates a number of enzymes, notably α-amylase and β-amylase, which convert the starch in the grain into sugar. Depending on the amount of roasting, the malt will take on a dark colour and strongly influence the colour and flavour of the beer. The malt is crushed to break apart the grain kernels, expose the cotyledon which contains the majority of the carbohydrates and sugars, increase their surface area, and separate the smaller pieces from the husks.
There are several steps in the brewing process, which include malting, milling, mashing, lautering, boiling, fermenting, conditioning, filtering, and packaging.
Malting is the process where the barley grain is made ready for brewing. Malting is broken down into three steps, which help to release the starches in the barley. First, during steeping, the grain is added to a vat with water and allowed to soak for approximately 40 hours. During germination, the grain is spread out on the floor of the germination room for around 5 days. The goal of germination is to allow the starches in the barley grain to breakdown into shorter lengths. When this step is complete, the grain is referred to as green malt. The final part of malting is kilning. Here, the green malt goes through a very high temperature drying in a kiln. The temperature change is gradual so as not to disturb or damage the enzymes in the grain. When kilning is complete, there is a finished malt as a product.[31]
The next step in the brewing process is milling. This is when the grains that are going to be used in a batch of beer are cracked. Milling the grains makes it easier for them to absorb the water that they are mixed with and which extracts sugars from the malt.[32] Milling can also influence the general characteristics of a beer.[33]
Mashing is the next step in the process. This process converts the starches released during the malting stage, into sugars that can be fermented. The milled grain is mixed with hot water in a large vessel known as a mash tun. In this vessel, the grain and water are mixed together to create a cereal mash. During the mash, naturally occurring enzymes present in the malt convert the starches (long chain carbohydrates) in the grain into smaller molecules or simple sugars (mono-, di-, and tri-saccharides). This "conversion" is called saccharification. The result of the mashing process is a sugar rich liquid or "wort" (pronounced wert), which is then strained through the bottom of the mash tun in a process known as lautering. Prior to lautering, the mash temperature may be raised to about 75 °C (165–170 °F) (known as a mashout) to deactivate enzymes. Additional water may be sprinkled on the grains to extract additional sugars (a process known as sparging).[34]
At this point the liquid is known as wort. The wort is moved into a large tank known as a "copper" or kettle where it is boiled with hops and sometimes other ingredients such as herbs or sugars. This stage is where many chemical and technical reactions take place, and where important decisions about the flavour, colour, and aroma of the beer are made.[35] The boiling process serves to terminate enzymatic processes, precipitate proteins, isomerize hop resins, and concentrate and sterilize the wort. Hops add flavour, aroma and bitterness to the beer. At the end of the boil, the hopped wort settles to clarify in a vessel called a "whirlpool", where the more solid particles in the wort are separated out.[36]
After the whirlpool, the wort then begins the process of cooling. This is when the wort is transferred rapidly from the whirlpool or brew kettle to a heat exchanger to be cooled. The heat exchanger consists of tubing inside a tub of cold water. It is very important to quickly cool the wort to a level where yeast can be added safely.[32] Yeast is unable to grow in high temperatures.[35]
After the wort goes through the heat exchanger, the cooled wort goes into a fermentation tank. A type of yeast is selected and added, or "pitched", to the fermentation tank.[35] When the yeast is added to the wort, the fermenting process begins, where the sugars turn into alcohol, carbon dioxide and other components.
The second to last stage in the brewing process is called racking. This is when the brewer racks the beer into a new tank, called a conditioning tank.[34] Conditioning of the beer is the process in which the beer ages, the flavour becomes smoother, and flavours that are unwanted dissipate.[36]
After one to three weeks, the fresh (or "green") beer is run off into conditioning tanks. After conditioning for a week to several months, the beer enters the finishing stage.[32] Here, beers that require filtration are filtered, and given their natural polish and colour. Filtration also helps to stabilize the flavour of the beer.[34] After the beer is filtered, it undergoes carbonation, and is then moved to a holding tank until bottling.
Mashing
Main article: MashingMashing is the process of combining a mix of milled grain (typically malted barley with supplementary grains such as corn, sorghum, rye or wheat), known as the "grain bill", and water, known as "liquor", and heating this mixture in a vessel called a "mash tun". Mashing allows the enzymes in the malt to break down the starch in the grain into sugars, typically maltose to create a malty liquid called wort.[37] There are two main methods – infusion mashing, in which the grains are heated in one vessel; and decoction mashing, in which a proportion of the grains are boiled and then returned to the mash, raising the temperature.[38] Mashing involves pauses at certain temperatures (notably 45 °C, 62 °C and 73 °C), and takes place in a "mash tun" – an insulated brewing vessel with a false bottom.[39][40][41] The end product of mashing is called a "mash".
Mashing usually takes 1 to 2 hours, and during this time the various temperature rests activate different enzymes depending upon the type of malt being used, its modification level, and the intention of the brewer. The activity of these enzymes convert the starches of the grains to dextrins and then to fermentable sugars such as maltose. A mash rest from 49–55 °C (120–131 °F) activates various proteases, which break down proteins that might otherwise cause the beer to be hazy. This rest is generally used only with undermodified (i.e. undermalted) malts which are decreasingly popular in Germany and the Czech Republic, or non-malted grains such as corn and rice, which are widely used in North American beers. A mash rest at 60 °C (140 °F) activates β-glucanase, which breaks down gummy β-glucans in the mash, making the sugars flow out more freely later in the process. In the modern mashing process, commercial fungal based β-glucanase may be added as a supplement. Finally, a mash rest temperature of 65–71 °C (149–160 °F) is used to convert the starches in the malt to sugar, which is then usable by the yeast later in the brewing process. Doing the latter rest at the lower end of the range favors β-amylase enzymes, producing more low-order sugars like maltotriose, maltose, and glucose which are more fermentable by the yeast. This in turn creates a beer lower in body and higher in alcohol. A rest closer to the higher end of the range favors α-amylase enzymes, creating more higher-order sugars and dextrins which are less fermentable by the yeast, so a fuller-bodied beer with less alcohol is the result. Duration and pH variances also affect the sugar composition of the resulting wort.[42]
 Boilers at the Samuel Adams brewery
Boilers at the Samuel Adams breweryLautering
Main article: LauteringLautering is the separation of the wort (the liquid containing the sugar extracted during mashing) from the grains.[43] This is done either in a mash tun outfitted with a false bottom, a lauter tun, or a mash filter. Most separation processes have two stages: first wort run-off, during which the extract is separated in an undiluted state from the spent grains, and sparging, in which extract which remains with the grains is rinsed off with hot water. The lauter tun is a tank with holes in the bottom small enough to hold back the large bits of grist and hulls.[44] The bed of grist that settles on it is the actual filter. Some lauter tuns have provision for rotating rakes or knives to cut into the bed of grist to maintain good flow. The knives can be turned so they push the grain, a feature used to drive the spent grain out of the vessel.[45] The mash filter is a plate-and-frame filter. The empty frames contain the mash, including the spent grains, and have a capacity of around one hectoliter. The plates contain a support structure for the filter cloth. The plates, frames, and filter cloths are arranged in a carrier frame like so: frame, cloth, plate, cloth, with plates at each end of the structure. Newer mash filters have bladders that can press the liquid out of the grains between spargings. The grain does not act like a filtration medium in a mash filter.[46]
Boiling
Boiling the malt extracts, called wort, ensures its sterility, and thus prevents a lot of infections. During the boil hops are added, which contribute bitterness, flavour, and aroma compounds to the beer, and, along with the heat of the boil, causes proteins in the wort to coagulate and the pH of the wort to fall. Finally, the vapours produced during the boil volatilise off flavours, including dimethyl sulfide precursors.
The boil must be conducted so that it is even and intense. The boil lasts between 15 and 120 minutes, depending on its intensity, the hop addition schedule, and volume of water the brewer expects to evaporate.
Boiling equipment
 Brew kettles at Coors Brewing Company.
Brew kettles at Coors Brewing Company.The simplest boil kettles are direct-fired, with a burner underneath. These can produce a vigorous and favourable boil, but are also apt to scorch the wort where the flame touches the kettle, causing caramelisation and making clean up difficult.
Most breweries use a steam-fired kettle, which uses steam jackets in the kettle to boil the wort. The steam is delivered under pressure by an external boiler.
State-of-the-art breweries today use many interesting boiling methods, all of which achieve a more intense boiling and a more complete realisation of the goals of boiling.
Many breweries have a boiling unit outside of the kettle, sometimes called a calandria, through which wort is pumped. The unit is usually a tall, thin cylinder, with many tubes upwards through it. These tubes provide an enormous surface area on which vapor bubbles can nucleate, and thus provides for excellent volitisation. The total volume of wort is circulated seven to twelve times an hour through this external boiler, ensuring that the wort is evenly boiled by the end of the boil. The wort is then boiled in the kettle at atmospheric pressure, and through careful control the inlets and outlets on the external boiler, an overpressure can be achieved in the external boiler, raising the boiling point by a few Celsius degrees. Upon return to the boil kettle, a vigorous vaporisation occurs. The higher temperature due to increased vaporization can reduce boil times up to 30%. External boilers were originally designed to improve performance of kettles which did not provide adequate boiling effect, but have since been adopted by the industry as a sole means of boiling wort.
Modern brewhouses can also be equipped with internal calandria, which requires no pump. It works on basically the same principle as external units, but relies on convection to move wort through the boiler. This can prevent overboiling, as a deflector above the boiler reduces foaming, and also reduces evaporation. Internal calandria are generally difficult to clean.
Whirlpooling
At the end of the boil, the wort is set into a whirlpool. The so-called tea leaf paradox forces the denser solids (coagulated proteins, vegetable matter from hops) into a cone in the center of the whirlpool tank.
In most large breweries, there is a separate tank for whirl pooling. These tanks have a large diameter to encourage settling, and is flat bottomed or with a slope of 1 or 2° towards the outlet, a tangential inlet near the bottom of the whirlpool, and an outlet on the bottom near the outer edge of the whirlpool. A whirlpool should have no internal protrusions that might slow down the rotation of the liquid. The bottom of the whirlpool is often slightly sloped towards the outlet. Newer whirlpools often have "Denk rings" suspended in the middle of the whirlpool. These rings are aligned horizontally and have about 75% of the diameter of the whirlpool. The Deck rings prevent the formation of secondary eddies in the whirlpool, encouraging the formation of a cohesive trub cone in the middle of the whirlpool. Smaller breweries often use the brew kettle as a whirlpool. The trub being the solids that the brewer wants to remove from the wort.
Hopback
A hopback is a sealed chamber that is inserted in between the brewing kettle and counter-flow wort chiller. Hops are added to the chamber, the hot wort from the kettle is run through it, and then immediately cooled in the wort chiller before entering the fermentation chamber. It facilitates maximum retention of volatile hop aroma compounds that would normally be driven off when the hops contact the hot wort. Because it is a sealed chamber, the volatile hop compounds are trapped in the hot wort, and then the wort is immediately cooled, which keeps the volatile compounds in solution.
In the United Kingdom, it is common practice to use a hopback to clear the green wort (green wort is wort to which yeast has not yet been added). This device has the same effect as, but operates in a completely different manner than, a whirlpool. The two devices are often confused but are in function, quite different. While a whirlpool functions through the use of centrifugal forces, a hopback uses a layer of fresh hop flowers in a confined space to act as a filter bed to remove trub (pronounced tr-oo-b, tr-uh-b in the UK). Furthermore, while a whirlpool is only useful for the removal of pelleted hops (as flowers don't tend to separate as easily), hopbacks are generally used only for the removal of whole flower hops (as the particles left by pellets tend to make it through the hopback.)[47]
Wort cooling
After the whirlpool, the wort must be brought down to fermentation temperatures (20–26°Celsius)[39] before yeast is added. In modern breweries this is achieved through a plate heat exchanger. A plate heat exchanger has many ridged plates, which form two separate paths. The wort is pumped into the heat exchanger, and goes through every other gap between the plates. The cooling medium, usually water, goes through the other gaps. The ridges in the plates ensure turbulent flow. A good heat exchanger can drop 95 °C wort to 20 °C while warming the cooling medium from about 10 °C to 80 °C. The last few plates often use a cooling medium which can be cooled to below the freezing point, which allows a finer control over the wort-out temperature, and also enables cooling to around 10 °C. After cooling, oxygen is often dissolved into the wort to revitalize the yeast and aid its reproduction.
While boiling, it is useful to recover some of the energy used to boil the wort. On its way out of the brewery, the steam created during the boil is passed over a coil through which unheated water flows. By adjusting the rate of flow, the output temperature of the water can be controlled. This is also often done using a plate heat exchanger. The water is then stored for later use in the next mash, in equipment cleaning, or wherever necessary.[48]
Another common method of energy recovery takes place during the wort cooling. When cold water is used to cool the wort in a heat exchanger, the water is significantly warmed. In an efficient brewery, cold water is passed through the heat exchanger at a rate set to maximize the water's temperature upon exiting. This now-hot water is then stored in a hot water tank.[48]
Fermenting
 Modern fermentation tanks
Modern fermentation tanksFermentation in brewing is the conversion of carbohydrates to alcohols and carbon dioxide or organic acids using yeasts, bacteria, or a combination thereof, under anaerobic conditions. A more restricted definition of fermentation is the chemical conversion of sugars into ethanol. The science of fermentation is known as zymurgy.
After the wort is cooled and aerated – usually with sterile air – yeast is added to it, and it begins to ferment. It is during this stage that sugars won from the malt are metabolized into alcohol and carbon dioxide, and the product can be called beer for the first time. Fermentation happens in tanks which come in all sorts of forms, from enormous cylindro-conical vessels, through open stone vessels, to wooden vats.
Most breweries today use cylindro-conical vessels, or CCVs, which have a conical bottom and a cylindrical top. The cone's aperture is typically around 60°, an angle that will allow the yeast to flow towards the cone's apex, but is not so steep as to take up too much vertical space. CCVs can handle both fermenting and conditioning in the same tank. At the end of fermentation, the yeast and other solids which have fallen to the cone's apex can be simply flushed out of a port at the apex.
Open fermentation vessels are also used, often for show in brewpubs, and in Europe in wheat beer fermentation. These vessels have no tops, which makes harvesting top fermenting yeasts very easy. The open tops of the vessels make the risk of infection greater, but with proper cleaning procedures and careful protocol about who enters fermentation chambers, the risk can be well controlled.
Fermentation tanks are typically made of stainless steel. If they are simple cylindrical tanks with beveled ends, they are arranged vertically, as opposed to conditioning tanks which are usually laid out horizontally. Only a very few breweries still use wooden vats for fermentation as wood is difficult to keep clean and infection-free and must be repitched more or less yearly.
After high krausen occurs, a bung device (German: Spundapparat) is often put on the tanks to allow the C O2 produced by the yeast to naturally carbonate the beer. This bung device can be set to a given pressure to match the type of beer being produced. The more pressure the bung holds back, the more carbonated the beer becomes.
Fermentation methods
See also: Beer styles Beer fermenting
Beer fermentingThere are three main fermentation methods, warm, cool and wild or spontaneous. Fermentation may take place in open or closed vessels. There may be a secondary fermentation which can take place in the brewery, in the cask or in the bottle.
Brewing yeasts may be classed as "top cropping" (or "top fermenting") and "bottom cropping" (or "bottom-fermenting").[49] This distinction was introduced by the Dane Emil Christian Hansen. Top cropping yeasts are so called because they form a foam at the top of the wort during fermentation. They can produce higher alcohol concentrations and in higher temperatures, typically 16 to 24 °C (61 to 75 °F), produce fruitier, sweeter beers. An example of a top cropping yeast is Saccharomyces cerevisiae.[50][51] Bottom cropping yeasts are typically used to produce cool fermented, lager-type beers, though they can also ferment at higher temperatures if kept under 34C.[52] These yeasts ferment more sugars, creating a dryer beer, and grow well at low temperatures.[53] An example of bottom cropping yeast is Saccharomyces pastorianus, formerly known as Saccharomyces carlsbergensis.
For both types, yeast is fully distributed through the beer while it is fermenting, and both equally flocculate (clump together and precipitate to the bottom of the vessel) when fermentation is finished. By no means do all top cropping yeasts demonstrate this behaviour, but it features strongly in many English yeasts which may also exhibit chain forming (the failure of budded cells to break from the mother cell) which is technically different from true flocculation.
The most common top cropping brewer's yeast, Saccharomyces cerevisiae, is the same species as the common baking yeast. However, baking and brewing yeasts typically belong to different strains, cultivated to favour different characteristics: baking yeast strains are more aggressive, in order to carbonate dough in the shortest amount of time; brewing yeast strains act slower, but tend to produce fewer off-flavours and tolerate higher alcohol concentrations (with some strains, up to 22%).
To ensure purity of strain, a "clean" sample of brewing yeast is sometimes stored, either dried or refrigerated in a laboratory.[54][55] After a certain number of fermentation cycles, a full scale propagation is produced from this laboratory sample. Typically, it is grown up in about three or four stages using sterile brewing wort and oxygen.
Warm fermenting
Yeasts such as Saccharomyces cerevisiae are generally fermented at warm temperatures between 15–20 °C (59–68 °F), occasionally as high as 24 °C (75 °F),[56] while the yeast used by Brasserie Dupont for saison ferments even higher at 29 °C (84 °F) to 35 °C (95 °F).[57] They generally form a foam on the surface of the fermenting beer, as during the fermentation process its hydrophobic surface causes the flocs to adhere to CO2 and rise; because of this they are often referred to as "top cropping" or "top fermenting"[58] – though this distinction is less clear in modern brewing with the use of cylindro-conical tanks.[59] Warm fermented beers are generally ready to drink within three weeks after the beginning of fermentation, although some brewers will condition them for several months.
Cool fermenting
Main article: LagerLager is beer that has been cool fermented at around 10 °C (50 °F), compared to typical warm fermentation temperatures of 18 °C (64 °F). It is then stored for 30 days or longer close to the freezing point, and during this storage sulphur components developed during fermentation dissipate.
Though it is the cool fermenting that defines lager, the main technical difference with lager yeast is its ability to process raffinose (a trisaccharide composed of the sugars galactose, fructose, and glucose) which means that all sugars are fermented, resulting in a well attentuated beer; warm fermenting yeast only cleaves and ferments the fructose portion of raffinose, leaving melibiose, which it cannot further cleave into two monosaccharides due to its lack of melibiase, so ale remains sweeter with a lower conversion of sugar into alcohol.[59][60] Raffinose is a minor dry component of Carlsberg barley, but once malted is practically nonexistent.[61]
While the nature of yeast was not fully understood until Emil Hansen of the Carlsberg brewery in Denmark isolated a single yeast cell in the 1800s, brewers in Bavaria had for centuries been selecting cold-fermenting lager yeasts by storing ("lagern") their beers in cold alpine caves. The process of natural selection meant that the wild yeasts that were most cold tolerant would be the ones that would remain actively fermenting in the beer that was stored in the caves. Some of these Bavarian yeasts were brought back to the Carlsberg brewery around the time that Hansen did his famous work.
Today, lagers represent the vast majority of beers produced. Examples include Budweiser Budvar, Birra Moretti, Stella Artois, Red Stripe, and Singha. Some lager-style beers market themselves as Pilsner which originated in Pilsen, Czech Republic (Plzeň in Czech). However, Pilsners are brewed with 100% barley malt and aggressive hop bitterness, flavor, and aroma.
Lager yeast normally ferments at a temperature of approximately 5 °C (40 °Fahrenheit). Lager yeast can be fermented at a higher temperature normally used for top-fermenting yeast, and this application is often used in a beer style known as California Common or colloquially as "steam beer". Saccharomyces pastorianus is used in the brewing of lager.
Spontaneous fermentation
Main article: LambicThese beers are primarily brewed around Brussels, Belgium. They are fermented in oak barrels after being inoculated with wild yeast and bacteria while cooling in a Koelship. Wild yeast and bacteria ferment the wort in the oak barrels. The beers fermented from yeast and bacteria in the Brussels area are called Lambic beers. These bacteria add a sour flavour to the beer. Of the many styles of beer very few use bacteria, most are fermented with yeast alone and bacterial contamination is avoided. However, with the advent of yeast banks and the National Collection of Yeast Cultures, brewing these beers – albeit not through spontaneous fermentation – is possible anywhere. Specific bacteria cultures are also available to reproduce certain styles.
Brettanomyces is a genus of yeast important in brewing lambic, a beer produced not by the deliberate addition of brewer's yeasts, but by spontaneous fermentation with wild yeasts and bacteria.[62]
Secondary fermentation
After initial or primary fermentation, the beer may be transferred into a second container, so that it is no longer exposed to the dead yeast and other debris (also known as "trub") that have settled to the bottom of the primary fermenter. This prevents the formation of unwanted flavours and harmful compounds such as acetylaldehydes, which are commonly blamed for hangovers.[63][64] During secondary fermentation, most of the remaining yeast will settle to the bottom of the second fermenter, yielding a less hazy product.[65]
Bottle fermentation
Main article: Bottle conditioningSome beers undergo a fermentation in the bottle, giving natural carbonation. This may be a second or third fermentation. They are bottled with a viable yeast population in suspension. If there is no residual fermentable sugar left, sugar may be added. The resulting fermentation generates CO2 which is trapped in the bottle, remaining in solution and providing natural carbonation.
Cask conditioning
Main article: Cask aleCask ale or cask-conditioned beer is the term for unfiltered and unpasteurised beer which is conditioned (including secondary fermentation) and served from a cask without additional nitrogen or carbon dioxide pressure.
Conditioning
When the sugars in the fermenting beer have been almost completely digested, the fermentation slows down and the yeast starts to settle to the bottom of the tank. At this stage, the beer is cooled to around freezing, which encourages settling of the yeast, and causes proteins to coagulate and settle out with the yeast. If a separate conditioning tank is to be used, it is at this stage that the beer will be transferred into one. Unpleasant flavours such as phenolic compounds become insoluble in the cold beer, and the beer's flavour becomes smoother. During this time pressure is maintained on the tanks to prevent the beer from going flat.
Conditioning can take from 2 to 4 weeks, sometimes longer, depending on the type of beer. Additionally lagers, at this point, are aged at near freezing temperatures for 1–6 months depending on style. This cold aging serves to reduce sulphur compounds produced by the bottom-fermenting yeast and to produce a cleaner tasting final product with fewer esters.
If the fermentation tanks have cooling jackets on them, as opposed to the whole fermentation cellar being cooled, conditioning can take place in the same tank as fermentation. Otherwise separate tanks (in a separate cellar) must be employed. This is where aging occurs.
Filtering
 Main article: Filtered beer
Main article: Filtered beerFiltering the beer stabilizes the flavour, and gives beer its polished shine and brilliance. Not all beer is filtered. When tax determination is required by local laws, it is typically done at this stage in a calibrated tank.
Filters come in many types. Many use pre-made filtration media such as sheets or candles, while others use a fine powder made of, for example, diatomaceous earth, also called kieselguhr, which is introduced into the beer and recirculated past screens to form a filtration bed.
Filters range from rough filters that remove much of the yeast and any solids (e.g. hops, grain particles) left in the beer, to filters tight enough to strain colour and body from the beer. Normally used filtration ratings are divided into rough, fine and sterile. Rough filtration leaves some cloudiness in the beer, but it is noticeably clearer than unfiltered beer. Fine filtration gives a glass of beer that you could read a newspaper through, with no noticeable cloudiness. Finally, as its name implies, sterile filtration is fine enough that almost all microorganisms in the beer are removed during the filtration process.
- Sheet (pad) filters
These filters use pre-made media and are relatively straightforward. The sheets are manufactured to allow only particles smaller than a given size through, and the brewer is free to choose how finely to filter the beer. The sheets are placed into the filtering frame, sterilized (with hot water, for example) and then used to filter the beer. The sheets can be flushed if the filter becomes blocked, and usually the sheets are disposable and are replaced between filtration sessions. Often the sheets contain powdered filtration media to aid in filtration.
It should be kept in mind that pre-made filters have two sides. One with loose holes, and the other with tight holes. Flow goes from the side with loose holes to the side with the tight holes, with the intent that large particles get stuck in the large holes while leaving enough room around the particles and filter medium for smaller particles to go through and get stuck in tighter holes.
Sheets are sold in nominal ratings, and typically 90% of particles larger than the nominal rating are caught by the sheet.
- Kieselguhr filters
Filters that use a powder medium are considerably more complicated to operate, but can filter much more beer before needing to be regenerated. Common media include diatomaceous earth, or kieselguhr, and perlite.
Packaging
Packaging is putting the beer into the containers in which it will leave the brewery. Typically this means putting the beer into bottles, aluminium cans and kegs, but it may include putting the beer into bulk tanks for high-volume customers.
Brewing methods
Main article: Brewing methodsThere are several additional brewing methods, such as barrel aging, double dropping, and Yorkshire Square.
By-products
Brewing by-products are "brewer's grains" and dregs (typically dried and resold as "brewers dried yeast") from the filtration process. Brewer's grains are sold as fodder, and often used as an ingredient in compound feed. Yeast extract is obtained from an additional production process using brewers dried yeast.
References
- ^ Arnold, John P. (2005) [1911]. Origin and History of Beer and Brewing: From Prehistoric Times to the Beginning of Brewing Science and Technology. Cleveland, Ohio: BeerBooks. pp. 34. ISBN 978-0-9662084-1-2. OCLC 71834130.
- ^ Nelson, Max (2005). The barbarian's beverage: a history of beer in ancient Europe. London: Routledge. p. 6. ISBN 978-0-415-31121-2. OCLC 58387214. http://www.amazon.co.uk/gp/reader/0415311217?p=S00H&checkSum=ha%2FMenougrV%2FCPWZg6P4td6OJoeMeVfRptT8FuSLUrk%3D.
- ^ "Beer". Britannica.com. http://www.britannica.com/eb/article-66615/beer.
- ^ a b alabev.com The Ingredients of Beer. Retrieved 29 September 2008
- ^ a b beer-brewing.com Ted Goldammer, The Brewers Handbook, Chapter 6 – Beer Adjuncts, Apex Pub (1 January 2000), ISBN 0-9675212-0-3. Retrieved 29 September 2008
- ^ a b BeerHunter.com Michael Jackson, A good beer is a thorny problem down Mexico way, What's Brewing, 1 Oct 1997. Retrieved 29 September 2008
- ^ a b "Geology and Beer". Geotimes. 2004-08. http://www.agiweb.org/geotimes/aug04/resources.html. Retrieved 2007-11-05.
- ^ [1] Michael Jackson, BeerHunter, 19 October 1991, Brewing a good glass of water. Retrieved 13 September 2008
- ^ Wikisource 1911 Encyclopædia Britannica/Brewing/Chemistry. retrieved 29 September 2008
- ^ Farm-direct Oz, Barley Malt, 6 February 2002. Retrieved 29 September 2008
- ^ Smagalski, Carolyn (2006). "CAMRA & The First International Gluten Free Beer Festival". Carolyn Smagalski, Bella Online. http://www.bellaonline.com/articles/art39558.asp.
- ^ A. H. Burgess, Hops: Botany, Cultivation and Utilization, Leonard Hill (1964), ISBN 0-471-12350-1
- ^ a b Cornell, Martyn (2003). Beer: The Story of the Pint. Headline. ISBN 0-7553-1165-5.
- ^ a b Unger, Richard W. Beer in the Middle Ages and the Renaissance. pp. 54–55. ISBN 0-8122-3795-1.
- ^ Unger 2004, p. 20
- ^ "Heatherale.co.uk". Fraoch.com. Archived from the original on 2008-06-29. http://web.archive.org/web/20080629071231/http://www.fraoch.com/historicales.htm. Retrieved 2008-09-28.
- ^ "La Brasserie Lancelot est située au coeur de la Bretagne, dans des bâtiments rénovés de l'ancienne mine d'Or du Roc St-André, construits au 19 ème siècle sur des vestiges néolithiques". Brasserie-lancelot.com. http://www.brasserie-lancelot.com/brasserie-lancelot.php. Retrieved 2008-09-28.
- ^ "Head Retention". BrewWiki. http://www.brewwiki.com/index.php/Head_Retention. Retrieved 2007-11-05.
- ^ "Hop Products: Iso-Extract". Hopsteiner. http://www.hopsteiner.com/isopg1.htm. Retrieved 2007-11-05.
- ^ [2] PDQ Guides, Hops: Clever Use For a Useless Plan. retrieved 13 September 2008
- ^ [3], A better control of beer properties by predicting acidity of hop iso-α-acids, Blanco Carlos A.; Rojas Antonio; Caballero Pedro A.; Ronda Felicidad; Gomez Manuel; Caballero. retrieved 13 September 2008
- ^ Ostergaard, S., Olsson, L., Nielsen, J., Metabolic Engineering of Saccharomyces cerevisiae, Microbiol. Mol. Biol. Rev. 2000 64: 34–50
- ^ Dittmer & Desmond 2005, p. 376
- ^ Hornsey 1999, pp. 221–222
- ^ Web.mst.edu David Horwitz, Torulaspora delbrueckii. Retrieved 30 September 2008
- ^ Hui & Khachatourians 1994, pp. 847–8
- ^ "Michael Jackson's Beer Hunter – A pint of cloudy, please". Beerhunter.com. http://www.beerhunter.com/documents/19133-000717.html. Retrieved 2008-09-28.
- ^ EFSA Opinion of the Scientific Panel on Dietetic Products, Nutrition and Allergies, 23 August 2007. retrieved 29 September 2008
- ^ Food.gov.uk Draft Guidance on the Use of the Terms ‘Vegetarian’ and ‘Vegan’ in Food Labelling: Consultation Responses pp71, 5 October 2005. retrieved 29 September 2008
- ^ [4] Revolutionary new method of storing cask beer, retrieved 19 June 2010
- ^ "The Ingredients of Beer". Birmingham Beverage Company. 2009. http://www.alabev.com/ingredie.htm. Retrieved 23 Nov. 2009.
- ^ a b c "Ale University – Brewing Process". Merchant du Vin,. 2009. http://www.merchantduvin.com/pages/2_ale_university/aleu_brew_process.html. Retrieved 12 Nov. 2009.
- ^ Charlie Papazian (30 Sept. 2009). "Beer Styles: Milling grain will influence beer character – part 11 Washington DC News, Restaurants, more by Top Local Experts, Examiner,".
- ^ a b c Ted Goldammer (1 October 2008). The Brewer's Handbook: The Complete Book To Brewing Beer (2nd ed.). Apex. ISBN 0967521238.
- ^ a b c "History of Beer". Foster's Group Home. http://www.fosters.com.au/enjoy/beer/history_of_beer.htm. Retrieved 22 Nov 2009.[dead link]
- ^ a b I. Hornsey (2004). A History of Beer and Brewing (1st ed.). Washington D.C.: Royal Society of Chemistry. ISBN 0854046305.
- ^ Ensminger 1994, p. 188
- ^ Rabin & Forget 1998, p. 180
- ^ a b "Abdijbieren. Geestrijk erfgoed" by Jef Van den Steen
- ^ Bier brouwen
- ^ What is mashing?
- ^ Kunze, Wolfgang (2004) "Technology Brewing and Malting" VLB Berlin, ISBN 3-921690-49-8 pp. 214–218
- ^ Hui & Smith 2004
- ^ "Lauter Tun Use in Brewing Beer". beer-brewing.com. http://www.beer-brewing.com/beer-brewing/wort_separation/lauter_tun.htm. Retrieved 2010-03-31.
- ^ Goldhammer, T. (2008) The Brewer's Handbook, 2nd edition, Apex, ISBN 978-0-9675212-3-7 pp 181 ff.
- ^ "Mash Filter Use in Brewing Beer". beer-brewing.com. http://www.beer-brewing.com/beer-brewing/wort_separation/mash_filters.htm. Retrieved 2010-03-31.
- ^ Briggs et al. 1982, p. 515
- ^ a b Kunze, Wolfgang (2004) "Technology Brewing and Malting" VLB Berlin, ISBN 3-921690-49-8, p.302
- ^ Priest & Stewart 2006, p. 84
- ^ Chris Boulton, David Quain. Brewing yeast and fermentation. John Wiley and Sons, 2001. p. 166. http://books.google.co.uk/books?id=L3SU4ahY-m4C&pg=PA166&dq=Saccharomyces+cerevisiae+ale+yeast&hl=en&ei=2zCOTeK5Oc24hAfD8uC7Dg&sa=X&oi=book_result&ct=result&resnum=1&ved=0CDUQ6AEwAA#v=onepage&q=Saccharomyces%20cerevisiae%20ale%20yeast&f=false. Retrieved 2011-03-26.
- ^ Gibson, R. H.; Maurice Prendergast (2003) [1931]. The German Submarine War, 1914–1918. Annapolis, Maryland: Naval Institute Press. ISBN 9781591143147. OCLC 52924732.
- ^ Hans Michael Eßlinger. Handbook of Brewing. Wiley-VCH, 2009. p. 123. http://books.google.co.uk/books?id=SrlVoXTm2rMC&pg=PA122&dq=lager+yeasts+lager+can+also+produce+ale&hl=en&ei=NjKOTeP6B9O4hAfO7uW7Dg&sa=X&oi=book_result&ct=result&resnum=5&ved=0CD8Q6AEwBA#v=onepage&q=lager%20yeasts%20lager%20can%20also%20produce%20ale&f=false. Retrieved 2011-03-26.
- ^ McFarland 2009, p. 17
- ^ Yeast physiology and biotechnology, page 140, Graeme M. Walker
- ^ Microbiology of fermented foods, Volume 1 Brian J. B. Wood
- ^ Lea & Piggott 2003, pp. 43–44
- ^ Farmhouse Ales: Culture and Craftsmanship in the European Tradition, pages 168–173, Phil Markowski, Brewers Publications (2004), ISBN 0-937381-84-5
- ^ Lea & Piggott 2003, p. 42
- ^ a b Bamforth 2005, p. 66
- ^ Eßlinger 2009, p. 122
- ^ Stevens et al. 2004, p. 123 See Table 4.16
- ^ Verachtert H, Iserentant D. (1995). "Properties of Belgian acid beers and their microflora. 1. The production of gueuze and related refreshing acid beers". Cerevesia 20 (1): 37–42.
- ^ Priest & Stewart 2006, p. 308
- ^ Aldridge 1998, p. 213
- ^ Priest & Stewart 2006, p. 532
Bibliography
- Aldridge, Susan (1998). Magic molecules: how drugs work. Cambridge University Press. ISBN 0521584140. http://books.google.com/books?id=bHdKsFqGgYQC. Retrieved 2010-07-25.
- Bamforth, Charles W. (2005). Food, Fermentation and Micro-organisms. Wiley-Blackwell. ISBN 0-632-05987-7. http://books.google.co.uk/books?id=MQ7y6kO9AfYC. Retrieved 2010-08-01.
- Briggs, Dennis E.; Hough, J. S.; Stevens, Roger; Young, Tom W. (1982). Malting and Brewing Science. Aspen Publishers. ISBN 0-8342-1684-1. http://books.google.co.uk/books?id=ciA6-YMTI-UC. Retrieved 2010-04-04.
- Dittmer, Paul R.; Desmond, J. (2005). Principles of Food, Beverage, and Labor Cost Controls. Wiley. ISBN 0-471-42992-9. http://books.google.co.uk/books?id=0kefSj0_i9sC.
- Ensminger, Audrey (1994). Foods & nutrition encyclopedia. vol. 1. CRC Press. ISBN 0849389801. http://books.google.co.uk/books?id=o3UD2iL4sAAC. Retrieved 2010-02-20.
- Eßlinger, Hans Michael (2009). Handbook of Brewing: Processes, Technology, Markets. Wiley-VCH. ISBN 3527316744. http://books.google.co.uk/books?id=L8RwjqUKLygC. Retrieved 2010-06-25.
- Gibson, M. (2010). The Sommelier Prep Course. Wiley. ISBN 978-0-470-28318-9. http://books.google.co.uk/books?id=DhMavBH4B18C. Retrieved 2010-07-12.
- Hornsey, Ian Spencer (1999). Brewing. Royal Society of Chemistry. ISBN 0-85404-568-6. http://books.google.co.uk/books?id=DvNhR0xfHtMC.
- Hui, Yiu H.; Khachatourians, George G. (1994). Food Biotechnology. Wiley-IEEE. ISBN 0-471-18570-1. http://books.google.co.uk/books?id=TxCQlmasQh8C.
- Hui, Yiu H.; Smith, J. Scott (2004). Food processing: principles and applications. Wiley-Blackwell. ISBN 9780813819426. http://books.google.co.uk/books?id=QDpi_6Vnheg. Retrieved 2010-03-31.
- Lea, Andrew Geoffrey Howard; Piggott, John Raymond (2003). Fermented Beverage Production (2nd ed. ed.). Kluwer Academic/Plenum Publishers. ISBN 0-306-47706-8. http://books.google.co.uk/books?id=0aWR3fuA7QIC. Retrieved 2010-08-01.
- McFarland, Ben (2009). World's Best Beers. Sterling Publishing. ISBN 978-1-4027-6694-7. http://books.google.co.uk/books?id=SHh-4M_QxEsC. Retrieved 2010-08-01.
- Priest, F. G.; Stewart, Graham G. (2006). Handbook of brewing. CRC Press. ISBN 082472657X. http://books.google.com/books?id=TIYbNdrIsPEC. Retrieved 2010-07-25.
- Rabin, Dan; Forget, Carl (1998). The dictionary of beer and brewing. Taylor & Francis. ISBN 1579580785. http://books.google.co.uk/books?id=XRyxWu8rRnQC. Retrieved 2010-02-20.
- Stevens, Roger; Briggs, Dennis E.; Boulton, Chris; Brookes, Peter (2004). Brewing: science and practice. Cambridge: Woodhead. ISBN 0-8493-2547-1. http://books.google.com/books?id=zV9bpyykNtMC. Retrieved 2010 July 14.
- Unger, Richard W. (2004). Beer in the Middle Ages and the Renaissance. University of Pennsylvania Press. ISBN 0-8122-3795-1. http://books.google.co.uk/books?id=rMNf-p1mu6AC. Retrieved 14 September 2008.
External links
- An overview of the microbiology behind beer brewing from the Science Creative Quarterly
- Hyfoma on beer brewing – Hyfoma
- A pictorial overview of the brewing process at the Heriot-Watt University Pilot Brewery
Categories:











Wikimedia Foundation. 2010.