- Nondestructive testing
-
Nondestructive testing or Non-destructive testing (NDT) is a wide group of analysis techniques used in science and industry to evaluate the properties of a material, component or system without causing damage.[1] The terms Nondestructive examination (NDE), Nondestructive inspection (NDI), and Nondestructive evaluation (NDE) are also commonly used to describe this technology.[2] Because NDT does not permanently alter the article being inspected, it is a highly-valuable technique that can save both money and time in product evaluation, troubleshooting, and research. Common NDT methods include ultrasonic, magnetic-particle, liquid penetrant, radiographic, remote visual inspection (RVI), eddy-current testing,[1] and low coherence interferometry[3] .[4] NDT is a commonly-used tool in forensic engineering, mechanical engineering, electrical engineering, civil engineering, systems engineering, aeronautical engineering, medicine, and art.[1]
Contents
Methods
NDT methods may rely upon use of electromagnetic radiation, sound, and inherent properties of materials to examine samples. This includes some kinds of microscopy to examine external surfaces in detail, although sample preparation techniques for metallography, optical microscopy and electron microscopy are generally destructive as the surfaces must be made smooth through polishing or the sample must be electron transparent in thickness. The inside of a sample can be examined with penetrating electromagnetic radiation, such as X-rays or 3D X-rays for volumetric inspection. Sound waves are utilized in the case of ultrasonic testing. Contrast between a defect and the bulk of the sample may be enhanced for visual examination by the unaided eye by using liquids to penetrate fatigue cracks. One method (liquid penetrant testing) involves using dyes, fluorescent or non-fluorescing, in fluids for non-magnetic materials, usually metals. Another commonly used method for magnetic materials involves using a liquid suspension of fine iron particles applied to a part while it is in an externally applied magnetic field (magnetic-particle testing). Thermoelectric effect (or use of the Seebeck effect) uses thermal properties of an alloy to quickly and easily characterize many alloys. The chemical test, or chemical spot test method, utilizes application of sensitive chemicals that can indicate the presence of individual alloying elements.
Applications
Weld verification
 1. Section of material with a surface-breaking crack that is not visible to the naked eye.
1. Section of material with a surface-breaking crack that is not visible to the naked eye.
2. Penetrant is applied to the surface.
3. Excess penetrant is removed.
4. Developer is applied, rendering the crack visible.In manufacturing, welds are commonly used to join two or more metal surfaces. Because these connections may encounter loads and fatigue during product lifetime, there is a chance that they may fail if not created to proper specification. For example, the base metal must reach a certain temperature during the welding process, must cool at a specific rate, and must be welded with compatible materials or the joint may not be strong enough to hold the surfaces together, or cracks may form in the weld causing it to fail. The typical welding defects, lack of fusion of the weld to the base metal, cracks or porosity inside the weld, and variations in weld density, could cause a structure to break or a pipeline to rupture.
Welds may be tested using NDT techniques such as industrial radiography or industrial CT scanning using X-rays or gamma rays, ultrasonic testing, liquid penetrant testing or via eddy current. In a proper weld, these tests would indicate a lack of cracks in the radiograph, show clear passage of sound through the weld and back, or indicate a clear surface without penetrant captured in cracks.
Welding techniques may also be actively monitored with acoustic emission techniques before production to design the best set of parameters to use to properly join two materials.[5]
Structural mechanics
Structures can be complex systems that undergo different loads during their lifetime. Some complex structures, such as the turbomachinery in a liquid-fuel rocket, can also cost millions of dollars. Engineers will commonly model these structures as coupled second-order systems, approximating dynamic structure components with springs, masses, and dampers. These sets of differential equations can be used to derive a transfer function that models the behavior of the system.
In NDT, the structure undergoes a dynamic input, such as the tap of a hammer or a controlled impulse. Key properties, such as displacement or acceleration at different points of the structure, are measured as the corresponding output. This output is recorded and compared to the corresponding output given by the transfer function and the known input. Differences may indicate an inappropriate model (which may alert engineers to unpredicted instabilities or performance outside of tolerances), failed components, or an inadequate control system.
Radiography in medicine
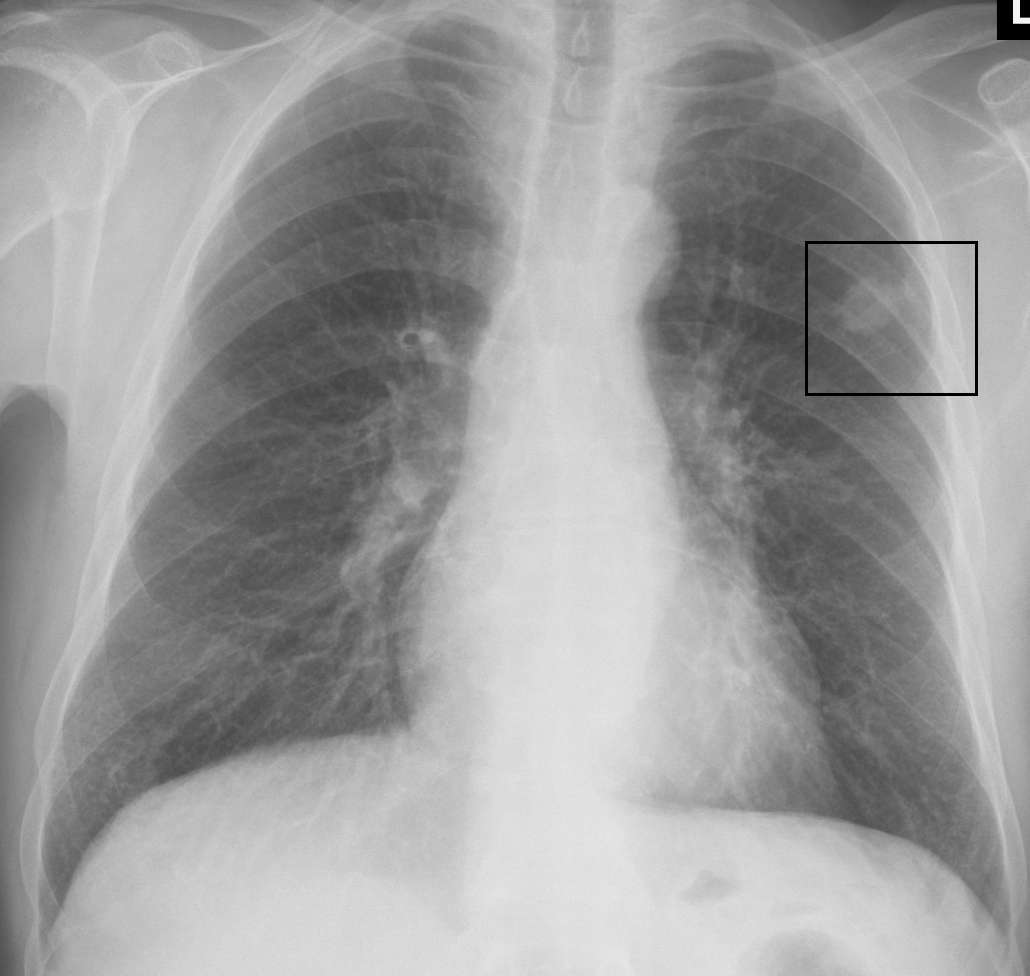
 Chest radiography indicating a peripheres bronchialcarcinom.
Chest radiography indicating a peripheres bronchialcarcinom.As a system, the human body is difficult to model as a complete transfer function. Elements of the body, however, such as bones or molecules, have a known response to certain radiographic inputs, such as x-rays or magnetic resonance. Coupled with the controlled introduction of a known element, such as digested barium, radiography can be used to image parts or functions of the body by measuring and interpreting the response to the radiographic input. In this manner, many bone fractures and diseases may be detected and localized in preparation for treatment. X-rays may also be used to examine the interior of mechanical systems in manufacturing using NDT techniques, as well.
Notable events in early industrial NDT
- 1854 Hartford, Connecticut: a boiler at the Fales and Gray Car works explodes, killing 21 people and seriously injuring 50. Within a decade, the State of Connecticut passes a law requiring annual inspection (in this case visual) of boilers.
- 1880 - 1920 The "Oil and Whiting" method of crack detection is used in the railroad industry to find cracks in heavy steel parts. (A part is soaked in thinned oil, then painted with a white coating that dries to a powder. Oil seeping out from cracks turns the white powder brown, allowing the cracks to be detected.) This was the precursor to modern liquid penetrant tests.
- 1895 Wilhelm Conrad Röntgen discovers what are now known as X-rays. In his first paper he discusses the possibility of flaw detection.
- 1920 Dr. H. H. Lester begins development of industrial radiography for metals.
- 1924 — Lester uses radiography to examine castings to be installed in a Boston Edison Company steam pressure power plant [1].
- 1926 The first electromagnetic eddy current instrument is available to measure material thicknesses.
- 1927 - 1928 Magnetic induction system to detect flaws in railroad track developed by Dr. Elmer Sperry and H.C. Drake.
- 1929 Magnetic particle methods and equipment pioneered (A.V. DeForest and F.B. Doane.)
- 1930s Robert F. Mehl demonstrates radiographic imaging using gamma radiation from Radium, which can examine thicker components than the low-energy X-ray machines available at the time.
- 1935 - 1940 Liquid penetrant tests developed (Betz, Doane, and DeForest)
- 1935 - 1940s Eddy current instruments developed (H.C. Knerr, C. Farrow, Theo Zuschlag, and Fr. F. Foerster).
- 1940 - 1944 Ultrasonic test method developed in USA by Dr. Floyd Firestone.
- 1950 The Schmidt Hammer (also known as "Swiss Hammer") is invented. The instrument uses the world’s first patented non-destructive testing method for concrete.
- 1950 J. Kaiser introduces acoustic emission as an NDT method.
(Source: Hellier, 2001) Note the number of advancements made during the WWII era, a time when industrial quality control was growing in importance.
Applications
NDT is used in a variety of settings that covers a wide range of industrial activity.
- Automotive
- Aviation / Aerospace
- Airframes
- Spaceframes
- Powerplants
- Propellers
- Reciprocating Engines
- Gas turbine engines
- Rocketry
- Airframes
- Construction
- Maintenance, repair and operations
- Manufacturing
- Industrial plants such as Nuclear, Petrochemical, Power, Refineries, Pulp and Paper, Fabrication shops, Mine processing and their Risk Based Inspection programmes.
- Pressure vessels
- Storage tanks
- Welds
- Boilers
- Heat exchangers
- Turbine bores
- In-plant Piping
- Miscellaneous
- Pipelines
- Railways
- Rail Inspection
- Wheel Inspection
- Tubular NDT, for Tubing material
- Corrosion Under Insulation (CUI)
- Amusement park rides
- Submarines and other Naval warships
- Medical imaging applications (see also Medical physics)
Methods and techniques
 An example of a 3D replicating technique. The flexible high-resolution replicas allow surfaces to be examined and measured under laboratory conditions. A replica can be taken from all solid materials.
An example of a 3D replicating technique. The flexible high-resolution replicas allow surfaces to be examined and measured under laboratory conditions. A replica can be taken from all solid materials.NDT is divided into various methods of nondestructive testing, each based on a particular scientific principle. These methods may be further subdivided into various techniques. The various methods and techniques, due to their particular natures, may lend themselves especially well to certain applications and be of little or no value at all in other applications. Therefore choosing the right method and technique is an important part of the performance of NDT.
- Acoustic emission testing (AE or AT)
- Blue Etch Anodize (BEA)
- Dye penetrant inspection Liquid penetrant testing (PT or LPI)
- Electromagnetic testing (ET)
- Alternating current field measurement (ACFM)
- Alternating current potential drop measurement (ACPD)
- Barkhausen testing
- Direct current potential drop measurement (DCPD)
- Eddy-current testing (ECT)
- Magnetic flux leakage testing (MFL) for pipelines, tank floors, and wire rope
- Magnetic-particle inspection (MT or MPI)
- Remote field testing (RFT)
- Ellipsometry
- Guided wave testing (GWT)
- Hardness testing
- Impulse excitation technique (IET)
- Infrared and thermal testing (IR)
- Laser testing
- Leak testing (LT) or Leak detection
- Absolute pressure leak testing (pressure change)
- Bubble testing
- Halogen diode leak testing
- Hydrogen leak testing
- Mass spectrometer leak testing
- Tracer-gas leak testing method Helium, Hydrogen and refrigerant gases
- Magnetic resonance imaging (MRI) and NMR spectroscopy
- Near-infrared spectroscopy (NIRS)
- Optical microscopy
- Positive Material Identification (PMI)
- Radiographic testing (RT) (see also Industrial radiography and Radiography)
- Computed radiography
- Digital radiography (real-time)
- Neutron radiographic testing (NR)
- SCAR (Small Controlled Area Radiography)
- X-ray computed tomography (CT)
- Scanning electron microscopy
- Surface Temper Etch (Nital Etch)
- Ultrasonic testing (UT)
- ART (Acoustic Resonance Technology)
- Electro Magnetic Acoustic Transducer (EMAT) (non-contact)
- Laser ultrasonics (LUT)
- Internal rotary inspection system (IRIS) ultrasonics for tubes
- Phased array ultrasonics
- Time of flight diffraction ultrasonics (TOFD)
- Time of Flight Ultrasonic Determination of 3D Elastic Constants (TOF)
- Visual inspection (VT)
- Corroscan/C-scan
- IRIS - Internal Rotary Inspection System
- 3D Computed Tomography
- Industrial CT Scanning
- Heat Exchanger Life Assessment System
- RTJ Flange Special Ultrasonic Testing
Personnel training, qualification and certification
Successful and consistent application of nondestructive testing techniques depends heavily on personnel training, experience and integrity. Personnel involved in application of industrial NDT methods and interpretation of results should be certified, and in some industrial sectors certification is enforced by law or by the applied codes and standards.
Definitions
The following definitions for qualification and certification are given in ISO 9712[6] and EN 473[7]:
- Certification: "Procedure, used by the certification body to confirm that the qualification requirements for a method, level and sector have been fulfilled, leading to the issuing of a certificate".
- Qualification: "Demonstration of physical attributes, knowledge, skill, training and experience required to properly perform NDT tasks".
In US standards and codes, while a very similar definition of qualification is included in ASNT SNT-TC-1A, certification is simply defined as: "Written testimony of qualification".
Training
Non-Destructive Testing (NDT) training is provided for people working in many industries. It is generally necessary that the candidate successfully completes a theoretical and practical training program, as well as have performed several hundred hours of practical application of the particular method they wish to be trained in. At this point, they may pass a certification examination.[8] Further, NDT training has recently become available online. WorldSpec.org is one of the innovative companies that helped pioneer this new "era" in NDT Training.
Certification schemes
There are two approaches in personnel certification:[9]
- Employer Based Certification: Under this concept the employer compiles their own Written Practice. The written practice defines the responsibilities of each level of certification, as implemented by the company, and describes the training, experience and examination requirements for each level of certification. In industrial sectors the written practices are usually based on recommended practice SNT-TC-1A of the American Society for Nondestructive Testing.[10] ANSI standard CP-189 outlines requirements for any written practice that conforms to the standard.[11]
- Personal Central Certification: The concept of central certification is that an NDT operator can obtain certification from a central certification authority, that is recognized by most employers, third parties and/or government authorities. Industrial standards for central certification schemes include ISO 9712,[6] EN 473.[7] and ACCP.[12] Certification under these standards involves training, work experience under supervision and passing a written and practical examination set up by the independent certification authority.
In the United States employer based schemes are the norm, however central certification schemes exist as well. The most notable is ASNT Level III (established in 1976-1977), which is organized by the American Society for Nondestructive Testing for Level 3 NDT personnel.[13] NAVSEA 250-1500 is another US central certification scheme, specifically developed for use in the naval nuclear program.[14]
Central certification is more widely used in the European Union, where certifications are issued by accredited bodies (independent organizations conforming to ISO 17024 and accredited by a national accreditation authority like UKAS). The Pressure Equipment Directive (97/23/EEC) actually enforces central personnel certification for the initial testing of steam boilers and some categories of pressure vessels and piping.[15] European Standards harmonized with this directive specify personnel certification to EN 473. Certifications issued by a national NDT society which is a member of the European Federation of NDT (EFNDT) are mutually acceptable by the other member societies [16] under a multilateral recognition agreement.
Canada also implements an ISO 9712 central certification scheme, which is administered by Natural Resources Canada, a government department.[17][18][19]
The aerospace sector worldwide sticks to employer based schemes.[20] In America it is based mostly on AIA-NAS-410 [21] and in the European Union on the equivalent and very similar standard EN 4179 [22]
Levels of certification
Most NDT personnel certification schemes listed above specify three "levels" of qualification and/or certification, usually designated as Level 1, Level 2 and Level 3 (although some codes specify roman numerals, like Level II). The roles and responsibilities of personnel in each level are generally as follows (there are slight differences or variations between different codes and standards):
- Level 1 are technicians qualified to perform only specific calibrations and tests under close supervision and direction by higher level personnel. They can only report test results. Normally they work following specific work instructions for testing procedures and rejection criteria.
- Level 2 are engineers or experienced technicians who are able to set up and calibrate testing equipment, conduct the inspection according to codes and standards (instead of following work instructions) and compile work instructions for Level 1 technicians. They are also authorized to report, interpret, evaluate and document testing results. They can also supervise and train Level 1 technicians. In addition to testing methods, they must be familiar with applicable codes and standards and have some knowledge of the manufacture and service of tested products.
- Level 3 are usually specialized engineers or very experienced technicians. They can establish NDT techniques and procedures and interpret codes and standards. They also direct NDT laboratories and have central role in personnel certification. They are expected to have wider knowledge covering materials, fabrication and product technology.
Terminology
The standard US terminology for Nondestructive testing is defined in standard ASTM E-1316.[23] Some definitions may be different in European standard EN 1330.
- Indication
- The response or evidence from an examination, such as a blip on the screen of an instrument. Indications are classified as true or false. False indications are those caused by factors not related to the principles of the testing method or by improper implementation of the method, like film damage in radiography, electrical interference in ultrasonic testing etc. True indications are further classified as relevant and non relevant. Relevant indications are those caused by flaws. Non relevant indications are those caused by known features of the tested object, like gaps, threads, case hardening etc.
- Interpretation
- Determining if an indication is of a type to be investigated. For example, in electromagnetic testing, indications from metal loss are considered flaws because they should usually be investigated, but indications due to variations in the material properties may be harmless and nonrelevant.
- Flaw
- A type of discontinuity that must be investigated to see if it is rejectable. For example, porosity in a weld or metal loss.
- Evaluation
- Determining if a flaw is rejectable. For example, is porosity in a weld larger than acceptable by code?
- Defect
- A flaw that is rejectable — i.e. does not meet acceptance criteria. Defects are generally removed or repaired.[23]
- Penetrant testing
- Non-destructive test typically comprising a penetrant, a method of excess removal and a developer to produce a visible indication of surface-breaking discontinuities.[24]
Reliability and statistics
Defect detection tests are among the more commonly employed of non-destructive tests. The evaluation of NDT reliability commonly contains two statistical errors. First, most tests fail to define the objects that are called "sampling units" in statistics; it follows that the reliability of the tests cannot be established. Second, the literature usually misuses statistical terms in such a way as to make it sound as though sampling units are defined. These two errors may lead to incorrect estimates of probability of detection. [25] [26]
See also
References
- ^ a b c Cartz, Louis (1995). Nondestructive Testing. A S M International. ISBN 9780871705174.
- ^ Charles Hellier (2003). Handbook of Nondestructive Evaluation. McGraw-Hill. pp. 1.1. ISBN 0-07-028121-1.
- ^ Dufour, M. L.; Lamouche, G.; Detalle, V.; Gauthier, B.; Sammut, P. (2004). Low-Coherence Interferometry, an Advanced Technique for Optical Metrology in Industry. Industrial Materials Institute, National Research Council (Canada). doi:10.1.1.159.5249. http://www.ndt.net/article/wcndt2004/pdf/optical_techniques/671_dufour.pdf. Retrieved December 18, 2010.
- ^ Losert, R. (March 31, 2009). "Solution for NDT Inspection". NDT Magazine. http://www.ndtmag.com/Articles/Web_Exclusives/BNP_GUID_9-5-2006_A_10000000000000560814. Retrieved December 15, 2010.
- ^ Blitz, Jack; G. Simpson (1991). Ultrasonic Methods of Non-Destructive Testing. Springer-Verlag New York, LLC. ISBN 9780412604706.
- ^ a b ISO 9712: Non-destructive testing -- Qualification and certification of personnel, (2005)
- ^ a b EN 473: Non-destructive testing. Qualification and certification of NDT personnel. General principles, (2008)
- ^ http://www.worldspec.org/NDT-Certification-Information/ Sample of the Certifying process
- ^ John Thompson (November 2006). "Global review of qualification and certification of personnel for NDT and condition monitoring". 12th A-PCNDT 2006 – Asia-Pacific Conference on NDT. Auckland, New Zealand.
- ^ Recommended Practice No. SNT-TC-1A: Personnel Qualification and Certification in Nondestructive Testing, (2006)
- ^ ANSI/ASNT CP-189: ASNT Standard for Qualification and Certification of Nondestructive Testing Personnel, (2006)
- ^ "ASNT Central Certification Program", ASNT Document ACCP-CP-1, Rev. 7 (2010)
- ^ Charles Hellier (2003). Handbook of Nondestructive Evaluation. McGraw-Hill. pp. 1.25. ISBN 0-07-028121-1.
- ^ Charles Hellier (2003). Handbook of Nondestructive Evaluation. McGraw-Hill. pp. 1.26. ISBN 0-07-028121-1.
- ^ Directive 97/23/EC of the European Parliament and of the Council of 29 May 1997 on the approximation of the laws of the Member States concerning pressure equipment, Annex I, paragraph 3.1.3
- ^ EFNDT/SEC/P/05-006: Agreement for EFNDT multilateral recognition of NDT personnel certification schemes (2005)
- ^ http://www.nrcan-rncan.gc.ca/smm-mms/ndt-end/index-eng.htm : The NDT Certifying Agency (CANMET-MTL)
- ^ The relevant national standard for Canada is CAN/CGSB-48.9712-2006 "Qualification and Certification of Non-Destructive Testing Personnel.", which complies with the requirements of ISO 9712:2005 and EN 473:2000.
- ^ Charles Hellier (2003). Handbook of Nondestructive Evaluation. McGraw-Hill. pp. 1.27. ISBN 0-07-028121-1.
- ^ R. Marini and P. Ranos: "Current Issues in Qualification and Certification of Non-Destructive Testing Personnel in the Aerospace Industry", ECNDT 2006 - Th.3.6.5
- ^ AIA-NAS-410: "Aerospace Industries Association, National Aerospace Standard, NAS Certification and Qualification of Nondestructive Test Personnel"
- ^ EN 4179: "Aerospace series. Qualification and approval of personnel for non-destructive testing" (2009)
- ^ a b ASTM E-1316: "Standard Terminology for Nondestructive Examinations", The American Society for Testing and Materials, in Volume 03.03 NDT, 1997
- ^ ISO 12706: "Non-destructive testing. Penetrant testing. Vocabulary", (2009)
- ^ T. Oldberg and R. Christensen (1999). "Erratic Measure". NDT.net. http://www.ndt.net/article/v04n05/oldberg/oldberg.htm.
- ^ T. Oldberg (2005). "An Ethical Problem in the Statistics of Defect Detection Test Reliability". NDT.net. http://www.ndt.net/article/v10n05/oldberg/oldberg.htm.
Bibliography
- ASTM International, ASTM Volume 03.03 Nondestructive Testing
- ASNT, Nondestructive Testing Handbook
- Bray, D.E. and R.K. Stanley, 1997, Nondestructive Evaluation: A Tool for Design, Manufacturing and Service; CRC Press, 1996.
- Charles Hellier (2003). Handbook of Nondestructive Evaluation. McGraw-Hill. ISBN 0-07-028121-1.
- Shull, P.J., Nondestructive Evaluation: Theory, Techniques, and Applications, Marcel Dekker Inc., 2002.
- EN 1330: Non-destructive testing. Terminology. Nine parts. Parts 5 and 6 replaced by equivalent ISO standards.
- EN 1330-1: Non-destructive testing. Terminology. List of general terms (1998)
- EN 1330-2: Non-destructive testing. Terminology. Terms common to the non-destructive testing methods (1998)
- EN 1330-3: Non-destructive testing. Terminology. Terms used in industrial radiographic testing (1997)
- EN 1330-4: Non-destructive testing. Terminology. Terms used in ultrasonic testing (2010)
- EN 1330-7: Non-destructive testing. Terminology. Terms used in magnetic particle testing (2005)
- EN 1330-8: Non-destructive testing. Terminology. Terms used in leak tightness testing (1998)
- EN 1330-9: Non-destructive testing. Terminology. Terms used in acoustic emission testing (2009)
- EN 1330-10: Non-destructive testing. Terminology. Terms used in visual testing (2003)
- EN 1330-11: Non-destructive testing. Terminology. Terms used in X-ray diffraction from polycrystalline and amorphous materials (2007)
- ISO 12706: Non-destructive testing. Penetrant testing. Vocabulary (2009)
- ISO 12718: Non-destructive testing. Eddy current testing. Vocabulary (2008)
External links
- The International Committee for Non-Destructive Testing (ICNDT)
- European Federation for Non-Destructive Testing (EFNDT)
- American Society for Nondestructive Testing [2]
- NDT Education University of Iowa Repository for Nondestructive Education Material
- NDT.net, Nondestructive Online Journal
- NDT.org NDT Jobs, News, and Social Network
- NDTWiki.com, NonDestructive Testing wiki for professionals
- "MIL-STD-271, Requirements for Nondestructive Testing Methods". United States Department of Defense. 27 June 1986. http://www.everyspec.com/MIL-STD/MIL-STD+(0100+-+0299)/download.php?spec=MIL-STD-271F.021047.PDF.
- "TO 3B-1-1, Nondestructive Test Methods, Basic Theory, Technical Manual". United States Army. 15 June 2007. http://www.everyspec.com/USAF/USAF+-+Tech+Manuals/download.php?spec=TO_33B-1-1_2007.029515.pdf.
Categories:- Nondestructive testing
- Maintenance
- Quality control
- Production and manufacturing
- Product certification
- Evaluation methods
- Materials science
- Materials testing
- Tests


Wikimedia Foundation. 2010.