- Wire
-
For other uses, see Wire (disambiguation).
 Wires overhead
Wires overhead
A wire is a single, usually cylindrical, flexible strand or rod of metal. Wires are used to bear mechanical loads and to carry electricity and telecommunications signals. Wire is commonly formed by drawing the metal through a hole in a die or draw plate. Standard sizes are determined by various wire gauges. The term wire is also used more loosely to refer to a bundle of such strands, as in 'multistranded wire', which is more correctly termed a wire rope in mechanics, or a cable in electricity.
Although usually circular in cross-section, wire is also made in square or flattened rectangular cross-section, either for decorative purposes, or for technical purposes such as high-efficiency voice coils in loudspeakers. Edge-wound[1] coil springs, such as the "Slinky" toy, are made of special flattened wire.
Contents
History
In antiquity, jewelry often contains, in the form of chains and applied decoration, large amounts of wire that is accurately made and which must have been produced by some efficient, if not technically advanced, means. In some cases, strips cut from metal sheet were made into wire by pulling them through perforations in stone beads. This causes the strips to fold round on themselves to form thin tubes. This strip drawing technique was in use in Egypt by the 2nd Dynasty. From the middle of the 2nd millennium BC most of the gold wires in jewellery are characterised by seam lines that follow a spiral path along the wire. Such twisted strips can be converted into solid round wires by rolling them between flat surfaces or the strip wire drawing method. The strip twist wire manufacturing method was superseded by drawing in the ancient Old World sometime between about the 8th and 10th centuries AD.[2] There is some evidence for the use of drawing further East prior to this period.[3]
Square and hexagonal wires were possibly made using a swaging technique. In this method a metal rod was struck between grooved metal blocks, or between a grooved punch and a grooved metal anvil. Swaging is of great antiquity, possibly dating to the beginning of the 2nd millennium BC in Egypt and in the Bronze and Iron Ages in Europe for torches and fibulae.
Twisted square section wires are a very common filigree decoration in early Etruscan jewellery.
In about the middle of the 2nd millennium BC a new category of decorative tube was introduced which imitated a line of granules. True beaded wire, produced by mechanically distorting a round-section wire, appeared in the Eastern Mediterranean and Italy in the seventh century BC, perhaps disseminated by the Phoenicians. Beaded wire continued to be used in jewellery into modern times, although it largely fell out of favour in about the tenth century AD when two drawn round wires, twisted together to form what are termed 'ropes', provided a simpler-to-make alternative. A forerunner to beaded wire may be the notched strips and wires which first occur from around 2000 BC in Anatolia.
Wire was drawn in England from the medieval period. The wire was used to make wool cards and pins, manufactured goods whose import was prohibited by Edward IV in 1463.[4] The first wire mill in Great Britain was established at Tintern in about 1568 by the founders of the Company of Mineral and Battery Works, who had a monopoly on this.[5] Apart from their second wire mill at nearby Whitebrook,[6] there were no other wire mills before the second half of the 17th century. Despite the existence of mills, the drawing of wire down to fine sizes continued to be done manually.
Wire is usually drawn of cylindrical form; but it may be made of any desired section by varying the outline of the holes in the draw-plate through which it is passed in the process of manufacture. The draw-plate or die is a piece of hard cast-iron or hard steel, or for fine work it may be a diamond or a ruby. The object of utilising precious stones is to enable the dies to be used for a considerable period without losing their size, and so producing wire of incorrect diameter. Diamond dies must be rebored when they have lost their original diameter of hole, but the metal dies are brought down to size again by hammering up the hole and then drifting it out to correct diameter with a punch.
Uses
Wire has many uses. It forms the raw material of many important manufacturers, such as the wire-net industry, wire-cloth making and wire-rope spinning, in which it occupies a place analogous to a textile fiber. Wire-cloth of all degrees of strength and fineness of mesh is used for sifting and screening machinery, for draining paper pulp, for window screens, and for many other purposes. Vast quantities of aluminium, copper, nickel and steel wire are employed for telephone and data wires and cables, and as conductors in electric power transmission, and heating. It is in no less demand for fencing, and much is consumed in the construction of suspension bridges, and cages, etc. In the manufacture of stringed musical instruments and scientific instruments wire is again largely used. Among its other sources of consumption it is sufficient to mention pin and hair-pin making, the needle and fish-hook industries, nail, peg and rivet making, and carding machinery; indeed there are few industries into which it does not enter.
Not all metals and metallic alloys possess the physical properties necessary to make useful wire. The metals must in the first place be ductile and strong in tension, the quality on which the utility of wire principally depends. The metals suitable for wire, possessing almost equal ductility, are platinum, silver, iron, copper, aluminium and gold; and it is only from these and certain of their alloys with other metals, principally brass and bronze, that wire is prepared. By careful treatment extremely thin wire can be produced. Special purpose wire is however made from other metals (e.g. tungsten wire for light bulb and vacuum tube filaments, because of its high melting temperature). Copper wires are also plated with other metals, such as tin, nickel, and silver to handle different temperatures, provide lubrication, provide easier stripping of rubber from copper.
Production
 Wire mill (1913)Main article: Wire drawing
Wire mill (1913)Main article: Wire drawingWire is often reduced to the desired diameter and properties by repeated drawing through progressively smaller dies, or traditionally holes in draw plates. After a number of passes the wire may be annealed to facilitate more drawing or, if it is a finished product, to maximise ductility and conductivity.
Finishing, jacketing, and insulating
Electrical wires are usually covered with insulating materials, such as plastic, rubber-like polymers, or varnish. Insulating and jacketing of wires and cables is nowadays done by passing them through an extruder. Formerly, materials used for insulation included treated cloth or paper and various oil-based products. Since the mid-1960s, plastic and polymers exhibiting properties similar to rubber have predominated.
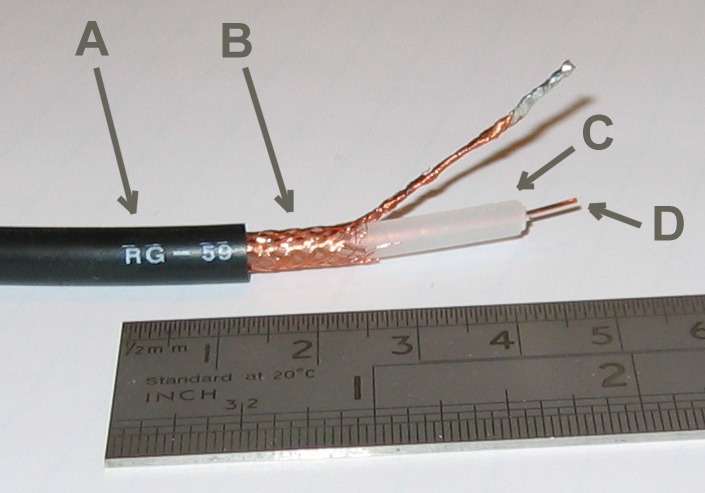
Two or more wires may be wrapped concentrically, separated by insulation, to form coaxial cable. The wire or cable may be further protected with substances like paraffin, some kind of preservative compound, bitumen, lead, aluminum sheathing, or steel taping. Stranding or covering machines wind material onto wire which passes through quickly. Some of the smallest machines for cotton covering have a large drum, which grips the wire and moves it through toothed gears; the wire passes through the centre of disks mounted above a long bed, and the disks carry each a number of bobbins varying from six to twelve or more in different machines. A supply of covering material is wound on each bobbin, and the end is led on to the wire, which occupies a central position relatively to the bobbins; the latter being revolved at a suitable speed bodily with their disks, the cotton is consequently served on to the wire, winding in spiral fashion so as to overlap. If a large number of strands are required the disks are duplicated, so that as many as sixty spools may be carried, the second set of strands being laid over the first.
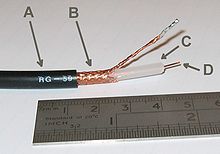 Coaxial cable, one example of a jacketed and insulated wire.
Coaxial cable, one example of a jacketed and insulated wire.For heavier cables that are used for electric light and power as well as submarine cables, the machines are somewhat different in construction. The wire is still carried through a hollow shaft, but the bobbins or spools of covering material are set with their spindles at right angles to the axis of the wire, and they lie in a circular cage which rotates on rollers below. The various strands coming from the spools at various parts of the circumference of the cage all lead to a disk at the end of the hollow shaft. This disk has perforations through which each of the strands pass, thence being immediately wrapped on the cable, which slides through a bearing at this point. Toothed gears having certain definite ratios are used to cause the winding drum for the cable and the cage for the spools to rotate at suitable relative speeds which do not vary. The cages are multiplied for stranding with a large number of tapes or strands, so that a machine may have six bobbins on one cage and twelve on the other.
Solid versus stranded
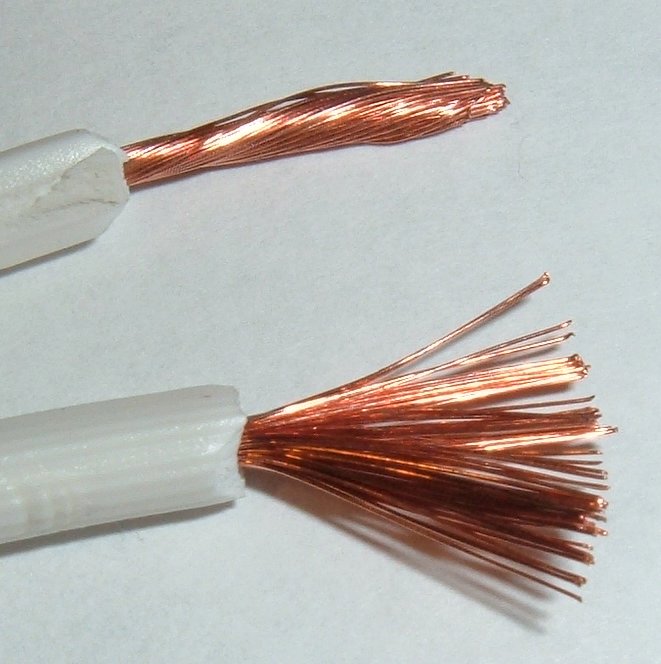
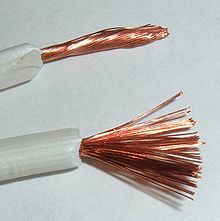 Stranded copper wire
Stranded copper wireSolid wire, also called solid-core or single-strand wire, consists of one piece of metal wire. Stranded wire is composed of a bundle wires to make a larger conductor.
Stranded wire is more flexible than solid wire of the same total cross-sectional area. Solid wire is cheaper to manufacture than stranded wire and is used where there is little need for flexibility in the wire. Solid wire also provides mechanical ruggedness; and, because it has relatively less surface area which is exposed to attack by corrosives, protection against the environment. Stranded wire is used when higher resistance to metal fatigue is required. Such situations include connections between circuit boards in multi-printed-circuit-board devices, where the rigidity of solid wire would produce too much stress as a result of movement during assembly or servicing; A.C. line cords for appliances; musical instrument cables; computer mouse cables; welding electrode cables; control cables connecting moving machine parts; mining machine cables; trailing machine cables; and numerous others.
At high frequencies, current travels near the surface of the wire because of the skin effect, resulting in increased power loss in the wire. Stranded wire might seem to reduce this effect, since the total surface area of the strands is greater than the surface area of the equivalent solid wire, but ordinary stranded wire does not reduce the skin effect because all the strands are short-circuited together and behave as a single conductor. A stranded wire will have higher resistance than a solid wire of the same diameter because the cross-section of the stranded wire is not all copper, there are unavoidable gaps between the strands (this is the circle packing problem for circles within a circle). A stranded wire with the same cross-section of conductor as a solid wire is said to have the same equivalent gauge and is always a larger diameter.
However, for many high-frequency applications, proximity effect is more severe than skin effect, and in some limited cases, simple stranded wire can reduce proximity effect. For better performance at high frequencies, litz wire, which has the individual strands insulated and twisted in special patterns, may be used.
Number of strands
The more individual wire strands in a wire bundle, the more flexible, kink-resistant, break-resistant, and stronger the wire is. But more strands cost more.
The lowest number of strands is 7: one in the middle, 6 surrounding it.
The next level up is 19, which is another layer of 12 strands on top of the 7. After that the number varies, but 37 and 49 are common, then in the 70 to 100 range (the number is no longer exact). Even larger numbers than that are typically found only in very large wires.
For application where the wire moves, 19 is the lowest that should be used (7 should only be used in applications where the wire is placed and then does not move), and 49 is much better. For applications with constant repeated movement, such as assembly robots, and headphone wires, 70 to 100 is mandatory.
For applications that need even more flexibility (welding is the usual example, but also any need to move wire in tight areas), even more strands are used. One example is a 2/0 wire made from 5,292 strands of #36 gauge wire. The strands are organized by first creating a bundle of 7 strands. Then 7 of these bundles are put together into super bundles. Finally 108 super bundles are used to make the final cable. Each group of wires is wound in a helix so that when the wire is flexed, the part of a bundle that is stretched moves around the helix to a part that is compressed to allow the wire to have less stress.
Varieties
- Hook-up wire is small-to-medium gauge, solid or stranded, insulated wire, used for making internal connections inside electrical or electronic devices. It is often tin-plated to facilitate soldering.
- Magnet wire is solid wire, usually copper, which, to allow closer winding when making electromagnetic coils, is insulated only with varnish, rather than the thicker plastic or other insulation commonly used on electrical wire. It is used for the winding of electric motors, transformers, inductors, generators, speaker coils, etc.
- Resistance wire is wire with higher than normal resistivity, often used for heating elements or for making wire-wound resistors. Nichrome wire is the most common type.
Wire Abbreviation Description AF Asbestos 302°F. Fixture wire,18-10 Awg. Heat resistant,With some moisture resistant types.300v. Max. AL Impregnated Asbestos Under 300v. 257°F., Dry only. AVA, AVB, & AVL Asbestos and Varnished Cambric, 194-230°F., Dry with AVL wet. B Outer Braid usually of Glass. Bell wire usually low voltage, usually of 18awg. No rubber used, just 2 layers of cotton twisted in opposite directions. C Two or more stranded wires with flexible insulation for temporary use. Thermoset or Thermoplastic, Dry Use Only. Rough service wire, but not as nice looking as “PO”. Twice as thick in insulation but similar to “PO” with silk or Rayon top layer. Usually a yellow / green braided jacket, “Green and Yellow Cord”. No outer jacket to wires, just twisted single strands. Lamp Cord, 2 or more 18-10Awg. (Now is Thermoset or thermoplastic insulation with outer cotton cover.) Pendant and portable use, not hard usage in dry locations. DBRC Old Household, double braided rubber coated wire with cotton braid. Weather and fire resistant. E Elevator Cable, 2 or more, 20-2 Awg. Conductors, Thermoset, 3 layer cotton braided with flexible Flame retardant and Moisture Resistant Nylon jacket. For Elevator Lighting and Control in non-hazardous locations. Can incorporate 20 Awg Communications cable and or optical fibers within covering, and be permitted to be supported thru- center of insulation. “L.S” Designation = Limited Smoke flame retardant. EO Elevator Cable, Same as Above with one type available for Hazardous locations. ET Elevator Cable, Same as E, with a Rayon Braid on each conductor. ETLB Same as E with No Braiding on each conductor.A14 ETP Same as E with Rayon Braided Conductors and for Hazardous Classified Locations. ETT Same as ETP with No Outer Cover. EV Electric Vehicle Cord. 18 - 500 KCMil. Awg. Two or more conductors, plus grounding conductors and optional hybrid data or signal communications and optional fiberoptic cables. Thermoset with optional nylon insulation and optional braiding. Thermoset outer covering. For electric vehicle charging in wet locations and for extra hard use. EVJ Same as EV cord but 18 to 12 Awg, and thinner jacket.B19 EVE Same as EV cord, but with thermoplastic Elastomer insulation and coverings. EVT Same as EV cord, but with Thermoplastic insulation. F Fixture Wire, 90°C. FCC Flat Copper Conductors, edge to edge for carpet, and under flooring. FEP Fluorinated Ethylene Propylene Insulation, Rated over 194°F. Dry only. FEPB Same as FeP, but with glass braid or Asbestos type outer covering. 392°F. Dry only. FFH-2 Heat resistant rubber coated fixture wire, flexible strands, 167̊F.Rubber coated and latex rubber coated types. G 8Awg to 500 KCMil., 2-6 conductors plus Grounding Conductors. Portable Thermoset, Oil Res., Extra Hard Use. Stage and Garage Cable. H Higher Loaded Current Temp. May be used 167°F. Max. HF ECTFE Solid or 7 stranded. 18-14 Awg. Ethylene Chloro trifluoroethylene. 302°F. Fixture wire. HFF ECTFE Stranded wire, same as HF. HH Much Higher Temperature 194°F. Max. HPD Heater Cord 18-12 Awg., 2 to 4 conductors. Dry Use Only. Thermoset or Thermoset with Asbestos covered wires instead of cotton, but similar to type C. Covered with cotton or Rayon. Not Hard usage.B31 HPN Heater Cord, 18-12 Awg., 2 to 3 Conductors. Wet use, Light Duty Only. Oil resistant Thermoset. Non twisted. HS Heater Cord, 14-12 Awg., 2 to 4 Conductors. Thermoset insulation with cotton or Thermoset Outer Covering, Extra Hard Usage. HSJ Same as HS. But 18 - 12 Awg., Hard Usage only. HSO Same as HS. with Oil Resistance Outer covering, Extra Hard Usage. HSJO Same as HSO but Only Hard Usage. 18 - 12 Awg Available. HSOO Same as HS. But with oil resistant Thermoset insulators, and oil resistant covering, Extra Hard Usage. HSJOO Same as HSOO but Hard Usage only and 18-12 Awg. Available. IGS Integrated Gas Spacer Cable, Exterior Use. KF-1- and KF-2, Tape insulated fixture wire, solid or 7 stranded, 18-10 Awg. Aromatic Polyamide taped, 392̊F. Fixture wire. KFF-1- and KFF-2 Stranded KF wire, note: -1- designates 300v. Max. L Lead Jacket. MI Mineral Insulated, Metal Shielded cable. Magnesium Oxide, 194°F or 482°F., Dry or wet locations, with copper or Alloy Steel outer covering. Mineral insulated and Metal Shielded. MTW Moisture, Heat and Oil Res. Flame Retardant Thermoplastic. Machine tool wiring in wet locations 140°F. Or 196°F. In dry locations with Nylon or Equivalent Jacket. MV Medium Voltage Cable, Solid Dielectric 2,001 volts plus. N Extruded Nylon or Thermoplastic Polyester, Tough and Very Resistant to Gas and Oil. NM “Romex”, Non-Metallic cable with paper wrapping between conductors and plastic sheeting. NMT See RFH wire Below. (Non-Metallic Tubing.) NMC “Romex”, Non-Metallic cable with solid plastic sheeting. O Neoprene Jacket. See SO cable. P Rough Service appliance vacuum cleaner type cord. Flexible but like type “C”, coated in rubber like “POSJ”, encasing both strands with an appearance fabric outside layer. PAF Perfluroalkoxy, Solid or 7 strand, 482°F. Fixture wire, 18-14 Awg. nickel or nickel coated copper fixture wire. See PFA wire. PAFF Stranded PAF wire, 302°F. PD 18-10 Awg. Thermoset or Thermoplastic Insulation Cotton braiding and Cotton or Rayon outer covering. Pendant or Portable Wiring, Dry Locations, Not Hard Usage. Twisted Portable Cord. PF Fluorinated Ethylene Propylene, fixture wire, solid or seven stranded 392̊F. 18-14 Awg. Fixture wire. PFA Perfluorglkoxy, 194°F. For dry and damp conditions. See PAF wire. PFAH Perfluorglkoxy, 482°F. Dry only, Raceway or Apparatus wire only. PFF Same as PF wire, but stranded. 302°F. PGF Fluorinated Ethylene Propylene, Glass Braided. 392°F. Solid or seven stranded. 18-14 Awg. Fixture Wire. PGFF Stranded PGF wire, 302°F. PO Lamp cord with outer layer of silk or Rayon. Wires not Twisted but Parallel. Cotton yarn wrapping round twisted strands; Insulators of rubber on top of cotton, which insulates rubber from sticking to strands making it more flexible. Cotton layer atop Rubber, with Rayon or silk jacket enclosing two wires in parallel. POSJ New Replacement for “PO” using a rubber jacket encasing both wires, and does not fray like fabric wires, can be washed. PPE Garage use Portable Power Cable, 8 - 500 KCMil. With 1 - 6 conductors plus ground conductors. Thermoplastic Elastomer Insulation, with Oil Resistant Thermoplastic Elastomer Outer Covering. Portable Extra Hard Use. Rated for Stage and PTF Extruded Polytetra Fluoroethylene, solid or seven stranded, 18-14 Awg. 482°F. Nickel or Nickel coated copper fixture wire. PTFF Stranded PTF wire, 302°F. 18-14 Awg. R Rubber or Neoprene insulation. (Best Quality Rubber) Household Wiring. RFH-1 Heat Resistant, Rubber Coated, 167°F. 18 Awg. 300v. Fixture wire, solid or seven stranded. Also type “NMT” Fixture wire. RFH-2 Heat Resistant, RFH wire, 18-16 Awg. 600v. with Latex Rubber or rubber coating. Otherwise the same as RFH-1 RFHH-2 (LS) Limited Smoke Flame Retardant, Heat Resistant Cross linked synthetic polymer insulated fixture wire. Solid or stranded 18-16 Awg. and cross linked synthetic polymer with out jacket. No cover or NMT 194°F. Multi conductor cable, and fixture wire. RH Thermoset, 167°F. Dry and Damp only, Flame Retardant, and Moisture Resistant. Best Quality, Better than RH and RP wire. For Factories and like. Moisture Res. & Flame Retardant non-metallic Covering. RHH Thermoset, 194°F. Dry and Damp only, Flame Retardant, and Moisture Resistant. RP Best Quality Rubber Insulation. RUH Heat Resistant Latex Rubber 167°F., Dry only. RWH Flame, Ozone and Moisture Resistant, 167°F. For dry and wet locations over 2,000 volts. RWH-2 194°F. Continuous Temperature Thermoset. For Dry and Damp locations. S Hard Service Cord with two or more stranded conductors 18 - 2 Awg. with a serving of woven cotton between the copper and the Thermoset insulation. Jute or other “fillers” are twisted together with the conductors to make a round assembly. Outer jacket of high quality rubber or modern Thermoset. For Portable or Pendant, damp locations. Extra Hard Use. Stage and Garage Use. SA Silicone Rubber or Silicone Asbestos, 194°F. For dry and Damp Areas. Silicone Rubber insulation with Glass or other Braided covering. (392°F. Special Applications) SBRC Old Household, Single Braided rubber covered with cotton braid. SC “NEC” designation for Entertainment Industry and Stage Lighting Cable; rated 600 volts 8 Awg - 250 KCMil. 1 or more Conductors. Extra Hard Usage. Thermoset insulation and outer covering. SCE Same as SC, with PVC or Thermoplastic Elastomer Insulation and outer covering. SCT Same as SC, with TPE based thermoplastic Insulation and outer covering. SE Flame Retardant and Moisture Resistant, Hard Service Cord. 18 -2 Awg. 2 or more conductors, Use Underground, stage and Garage and not Fire Resistant. Thermoplastic Elastomer Insulation and outer covering. SEO Same as SE But with Oil Resistant Outer Covering. SEOO Same as SEO, But with oil Resistant Insulation also. SIS Switchboard wire 194°F. Thermoplastic Flame Resistant for Switchboards. Synthetic Heat resistant Rubber. Dry only. SJ Same as S-Cord, with Lighter Jacket 18-10 Awg. 2-5 Conductors, Thermoset Insulation and outer jacket. Junior Hard service Cord. SJE Same as SJ, with Thermoplastic Elastomer Insulation and outer covering. SJEO Same as SJE But Oil Resistant. SJO Same as SJ But with Oil Resistant outer covering. Same as SO cord, with an even lighter jacket. SJOO Same as SJO But with Oil resistant insulation also. SJT Same as SJ cord, except with outer jacket and insulation of (thermoplastic) Materials. SF Silicone 200°C. Fixture wire. SF 1or 2 Silicone Rubber NMT, 392°F. “-1\" is 18 Awg. 300v. “-2\" is 16-18 Awg. 600v. Solid or seven stranded. Fixture wire. SFF 1or 2 Stranded SF, NMT wire. 302°F. SO Cord, same as S cord, thermoset insulation with an oil resistant jacket of neoprene or similar material thermoset. Rated for stage and garage use. SOO Same as SO with Oil Resistant Insulation SN Synthetic rubber wire re-named “type T”, in 1947 from original 1940 code designation thermoplastic insulation, with no cotton required, not cold resistant. SP Rubber “Zip Cord”. SP-1 All Thermoset Parallel cord 20 -18 Awg, 2or3 Conductor. Pendant or portable use, Damp Locations, Not Hard Use. Not twisted. SP-2 Same as SP-1 But 18-16 Awg. SP-3 Same as SP-1 But 18-10 Awg. For Refrigerators, Room Air Conditioners. SPE All Elastomer, (Thermoplastic) Parallel Cord. 20-18 Awg. 2 or 3 Conductors. Otherwise same as SP-1 to 3 Cord. SPT “Zip Cord”, Fixture Cord, 2 or 3 wire Stranded, Designated by gauge and number of wires. Eg: “18-3\" is 18 gauge 3-wire. Thermoplastic Insulation. Otherwise same as Sp-1 to 3 cord. SRD Range or Dryer Cable. 10- 4 Awg. 3 or 4 conductors. Thermoset insulation and outer covering. Portable for damp locations. 3-Conductor versions are not twisted. SRDE Same as SRD cable but Thermoplastic Elastomer insulation and outer covering. SRDT Same as SRD cable but with Thermoplastic insulation and outer covering. ST Same as S cord, except with outer jacket of (thermoplastic) Materials. 18-2 Awg. 2 or more Conductors. Rated for Stage and Garage Use. SV Same as SJ Cord, with an even Lighter Jacket. Vacuum cleaner cord. 18-16 Awg. 2 or 3 conductors. Thermoset insulation and covering. Not hard use, pendant or portable, damp locations. SVE Same as SV cord but with Thermoplastic Elastomer insulation and covering. SVO Same as SV cord but with Thermoset insulation and oil resistant Thermoset covering. SVT Same as SV cord with outer jacket of (therm plastic) Materials. T Wire wrapped in thermoplastic insulation for protection from below 32° to 150°F. Tinsel Cord 140̊F,(TP, TS, TPT, TST) TA Thermoplastic and Asbestos, 194°F., Switchboard use only. TC Signal Wire, Power and Control. TW T-Wire with water-resistant insulation. Should not be buried directly in ground. 140° Flame Retardant, Heat and Moisture resistant thermoplastic. TBS Thermoplastic with Fibrous outer braid, 194°F. Fire Retardant (Switch Boards). TBWP Triple Braided weather proof with no rubber used, 3 layers of water proof cotton used on single wire outdoors services. T2 Thermoplastic covered fixture wire, solid or 7 stranded. 140°F. 18-16 Awg. Fixture Wire. TFE Extended Polytetrafluoroethylene. 482°F. Dry Locations only, Apparatus or Raceway lead wiring or open wiring, Avl. With Nickel or nickel coated copper wire only. TFF Same as T2 wire but stranded, 140°F. TFN Heat Resistant Thermoplastic covered fixture wire of solid or seven strands. 18-16 Awg. And a nylon jacket or equivalent covering 194°F. TFNN Same as TFN but stranded. THW TW-Wire 167°F. With heavier heat resistant insulation. Dry and Wet Locations, Flame Retardant. (194°F. Special Applications within electric discharge lighting equipment, 1,000w. open circuits or less.) THHN Thermoplastic 194°F. Insulation with outer nylon (or equivalent) jacket Heat Resistant, Flame Retardant with nylon or equivalent jacket. Dry and Damp Locations. THHW Thermoplastic 167°F. Wet Locations. Flame Retardant, Heat Resistant. (194°F. Dry Locations.) TFE Extruded Polytetra Fluoroethylene. 482°F. Dry areas only for Apparatus and raceway wiring or open wiring. THWN Thermoplastic insulation, 167°F. with outer nylon (or equivalent) jacket; Flame Retardant, Heat and Water Resistant. TPE ‘Flexalloy is a PVC based UHMW therrmoplastic elastomer from Teknor Apex, Vinyl Division, that is billed as being “lighter, more flexible, and more resistant to extreme cold” than cable produced with conventional compounds. Coast Wire and Plastics Technology is using it to jacket a new line of cable that they manufacture, called FlexOLite Touring Cable. The Flexalloy compound is used for the inner insulation and for the outer jacket. “One big advantage of Flexalloy vinyl TPE for insulation and jacketing is that it weighs only half as much as rubber,” - Jim Crisman, VP of the Entertainment Div. Of Coast Wire (PLSN p77 Cable Construction, Nov. 2003. TPT Parallel Tinsel cord. 27 Awg. 2 conductor. Thermoplastic insulation and covering. Attached to an appliance rated at not more than 50 watts and not more than 8 feet away with a special connector, for damp locations and not hard, but extremely flexible use. Not Twisted conductors. TS Jacketed Tinsel cord. 27 Awg. 2 conductor. Thermoset insulation and covering, same as TPT otherwise. TST Same as TS cord but with thermoplastic insulation and covering. UF Underground Feeder and Branch Circuit Cable, 140°F. a water proof version of NMC, rated for burial in the ground. USE Underground Service Entrance Cable not fire resistant but high temp. Wire 167°F. Replaces Lead shielded cable. Heavily rubber coated, with outer covering extra water resistant, can also be type “T” with thermoplastic protection. V Varnished Cambric, #6 to MCM2000, 185°F., Dry use only. W Cord Rated 2,000 volts Extra Hard Usage; 8-500 KCMil. 1-6 conductors. Replaced welding cable as in acceptable stage cable until type SC was developed. Thermoset insulation with Oil Resistant Thermoset cover. Rated for Stage and garage use. X Crossed linked Synthetic polymer, Very Tough, Moisture and Heat Resistant. Fixture wire. XF Same as X wire but solid or seven stranded, 302°F. 300v. 18-10Awg. Cross-Linked Polyolefin. XFF Same as XF, but stranded. XHH Thermoset, 194°F. Dry and damp locations. Flame Retardant. XHHW Moisture Resistant Thermoset, 194°F. For dry and Damp locations and 167°F. For wet locations. Flame Retardant, and moisture resistant. Z Dry and Damp Locations, 194°F.(302°F. Dry locations in special applications) Modified Ethylene Tetrafluoroethylene. ZF Modified ethylene tetrafluoroethylene, solid or seven stranded, 18-14 Awg. same as Z above, 302°F. Fixture Wire. ZFF Same as ZF above but stranded. ZHF High temperature modified ETFE solid or seven stranded. 392°F. 18-14 Awg. Fixture wire. ZW Modified Ethylene Tetrafluoroethylene Wet Locations, 167°F.; (194°F. Dry and Damp; 302°F. Dry, special Applications). See also
- For transmission see: Power cable, High voltage cable and HVDC
References
- ^ Swiger Coil Systems. "Edgewound Coils". Swiger Coil Systems, A Wabtec Company. http://www.swigercoil.com/edge-wound-Coils_edge-bent-coils.asp. Retrieved 2011-01-01.
- ^ Jack Ogden, ‘Classical Gold wire: Some Aspects of its Manufacture and Use’, Jewellery Studies, 5, 1991, pp. 95–105.
- ^ Jack Ogden, ‘Connections between Islam, Europe, and the Far East in the Medieval Period: The Evidence of the Jewelry Technology’. Eds P. Jett, J Douglas, B. McCarthy, J Winter. Scientific Research in the Field of Asian Art. Fiftieth-Anniversary Symposium Proceedings. Archetype Publications, London in association with the Freer Gallery of Art, Smithsonian Institution, 2003.
- ^ H. R. Schubert, 'The wiredrawers of Bristol' Journal Iron & Steel Institute 159 (1948), 16-22.
- ^ M. B. Donald, Elizabethan Monopolies: Company of Mineral and Battery Works (Olver & Boyd, Edinburgh 1961), 95-141.
- ^ D. G. Tucker, 'The seventeenth century wireworks at Whitebrook, Monmouthshire' Bull. Hist. Metall. Gp 7(1) (1973), 28-35.
 Chisholm, Hugh, ed (1911). "Wire". Encyclopædia Britannica (11th ed.). Cambridge University Press.
Chisholm, Hugh, ed (1911). "Wire". Encyclopædia Britannica (11th ed.). Cambridge University Press.
External links
- Wire Gauge to Diameter—Diameter to Wire Gauge Converter - Online calculator converts gauge to diameter or diameter to gauge for any wire size.
Categories:



Wikimedia Foundation. 2010.