- Plastics extrusion
-
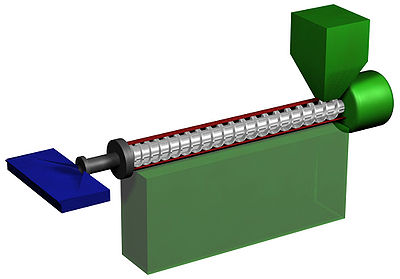 Cross-section of a plastic extruder to show the screw
Cross-section of a plastic extruder to show the screw
Plastics extrusion is a high volume manufacturing process in which raw plastic material is melted and formed into a continuous profile. Extrusion produces items such as pipe/tubing, weather stripping, fence, deck railing, window frames, adhesive tape and wire insulation.
Contents
Process
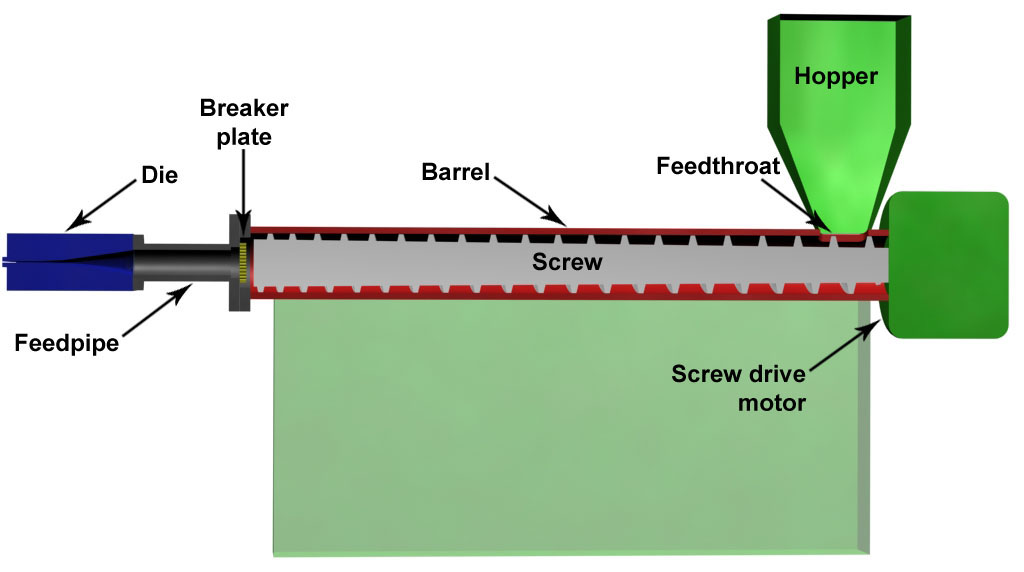
In the extrusion of plastics, raw thermoplastic material in the form of small beads (often called resin in the industry) is gravity fed from a top mounted hopper into the barrel of the extruder. Additives such as colorants and UV inhibitors (in either liquid or pellet form) are often used and can be mixed into the resin prior to arriving at the hopper.
The material enters through the feed throat (an opening near the rear of the barrel) and comes into contact with the screw. The rotating screw (normally turning at up to 120 rpm) forces the plastic beads forward into the barrel which is heated to the desired melt temperature of the molten plastic (which can range from 200 °C (392 °F) to 275 °C (527 °F) depending on the polymer). In most processes, a heating profile is set for the barrel in which three or more independent PID controlled heater zones gradually increase the temperature of the barrel from the rear (where the plastic enters) to the front. This allows the plastic beads to melt gradually as they are pushed through the barrel and lowers the risk of overheating which may cause degradation in the polymer.
Extra heat is contributed by the intense pressure and friction taking place inside the barrel. In fact, if an extrusion line is running a certain material fast enough, the heaters can be shut off and the melt temperature maintained by pressure and friction alone inside the barrel. In most extruders, cooling fans are present to keep the temperature below a set value if too much heat is generated. If forced air cooling proves insufficient then cast-in heater jackets are employed, and they generally use a closed loop of distilled water in heat exchange with tower or city water.
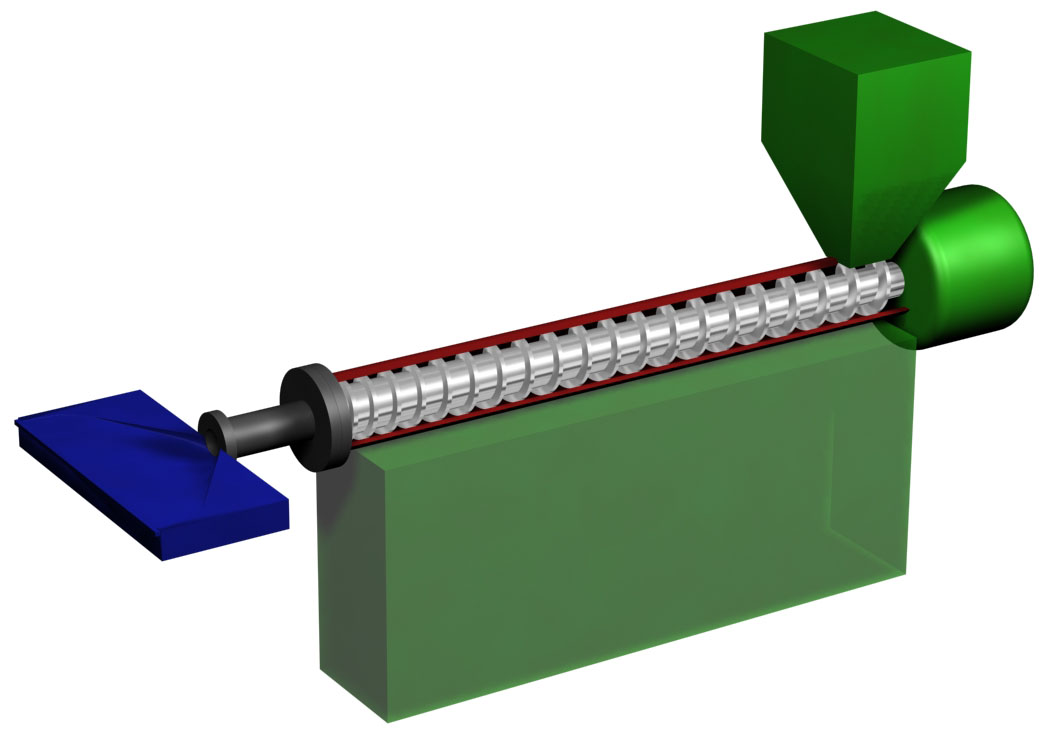
 Plastic extruder cut in half to show the components
Plastic extruder cut in half to show the componentsAt the front of the barrel, the molten plastic leaves the screw and travels through a screen pack to remove any contaminants in the melt. The screens are reinforced by a breaker plate (a thick metal puck with many holes drilled through it) since the pressure at this point can exceed 5000 psi (34 MPa). The screen pack/breaker plate assembly also serves to create back pressure in the barrel. Back pressure is required for uniform melting and proper mixing of the polymer, and how much pressure is generated can be 'tweaked' by varying screen pack composition (the number of screens, their wire weave size, and other parameters). This breaker plate and screen pack combination also does the function of converting "rotational memory" of the molten plastic into "longitudinal memory".
After passing through the breaker plate molten plastic enters the die. The die is what gives the final product its profile and must be designed so that the molten plastic evenly flows from a cylindrical profile, to the product's profile shape. Uneven flow at this stage would produce a product with unwanted stresses at certain points in the profile. These stresses can cause warping upon cooling. Almost any shape imaginable can be created so long as it is a continuous profile.
The product must now be cooled and this is usually achieved by pulling the extrudate through a water bath. Plastics are very good thermal insulators and are therefore difficult to cool quickly. Compared with steel, plastic conducts its heat away 2000 times more slowly. In a tube or pipe extrusion line, a sealed water bath is acted upon by a carefully controlled vacuum to keep the newly formed and still molten tube or pipe from collapsing. For products such as plastic sheeting, the cooling is achieved by pulling through a set of cooling rolls.
Sometimes on the same line a secondary process may occur before the product has finished its run. In the manufacture of adhesive tape, a second extruder melts adhesive and applies this to the plastic sheet while it’s still hot. Once the product has cooled, it can be spooled, or cut into lengths for later use.
Screw design
There are five possible zones in a thermoplastic screw. Since terminology is not standardized in the industry, different names may refer to these zones. Different types of polymer will have differing screw designs, some not incorporating all of the possible zones.
 A simple plastic extrusion screw
A simple plastic extrusion screwMost screws have these three zones:
- Feed zone. Also called solids conveying. This zone feeds the resin into the extruder, and the channel depth is usually the same throughout the zone.
- Melting zone. Also called the transition or compression zone. Most of the resin is melted in this section, and the channel depth gets progressively smaller.
- Metering zone. Also called melt conveying. This zone, in which channel depth is again the same throughout the zone, melts the last particles and mixes to a uniform temperature and composition.
In addition, a vented (two-stage) screw will have:
- Decompression zone. In this zone, about two-thirds down the screw, the channel suddenly gets deeper, which relieves the pressure and allows any trapped gases (usually moisture or air) to be drawn out by vacuum.
- Second metering zone. This zone is like the first metering zone, but with greater channel depth, and repressurizes the melt to get it through the resistance of the screens and the die.
Often screw length is referenced to its diameter as L:D ratio. For instance, a 6-inch (150 mm) diameter screw at 24:1 will be 144 inches (12 ft) long, and at 32:1 it is 192 inches (16 ft) long. An L:D ratio of 24:1 is common, but some machines go up to 32:1 for more mixing and more output at the same screw diameter. Two-stage (vented) screws are typically 36:1 to account for the two extra zones.
Each zone is equipped with one or more thermocouples or RTDs in the barrel wall for temperature control.
Geometrical possibilities
There are many geometrical possibilities when using extrusion. Thin film (flat or tubular) is the most common product. Other extruded products include pipe and tubing, coated paper or foil, monofilaments and textile fibers, flat sheet (anything over 0.010 inch (0.25 mm)), wire and cable covering, and a great variety of profiles such as window frames, gaskets and channels, and house siding. The products can be cut to length or rolled up as needed.[1]
Typical extrusion materials
Typical plastic materials that are used in extrusion include but are not limited to: polyethylene (PE), polypropylene, acetal, acrylic, nylon (polyamides), polystyrene, polyvinyl chloride (PVC), acrylonitrile butadiene styrene (ABS) and polycarbonate.[1]
Types
Sheet/film extrusion
 Blow extrusion of plastic film
Blow extrusion of plastic filmFor products such as plastic sheet or film, the cooling is achieved by pulling through a set of cooling rolls (calender or "chill" rolls), usually 3 or 4 in number. Running too fast creates an undesirable condition called "nerve"- basically, inadequate contact time is allowed to dissipate the heat present in the extruded plastic. In sheet extrusion, these rolls not only deliver the necessary cooling but also determine sheet thickness and surface texture (in case of structured rolls; i.e. smooth, levant, haircell, etc.).
Often co-extrusion is used to apply one or more layers on top of a base material to obtain specific properties such as UV-absorption, soft touch or "grip", matte surface, or energy reflection, where it is needed : on the surface.
A common post-extrusion process for plastic sheet stock is thermoforming, where the sheet is heated until soft (plastic), and formed via a mold into a new shape. When vacuum is used, this is often described as vacuum forming. Orientation (i.e. ability/ available density of the sheet to be drawn to the mold which can vary in depths from 1 to 36 inches typically) is highly important and greatly affects forming cycle times for most plastics.
Thermoforming can go from line bended pieces (e.g. displays) to complex shapes (computer housings), which often look like they have been injection moulded, thanks to the various possibilities in thermoforming, such as inserts, undercuts, divided moulds.
Plastic extrusion onto paper is the basis of the liquid packaging industry (juice cartons, wine boxes...); usually an aluminum layer is present as well. In food packaging plastic film is sometimes metallised, see metallised film.
Blown film extrusion
The manufacture of plastic film for products such as shopping bags is achieved using a blown film line.
This process is the same as a regular extrusion process up until the die. The die is an upright cylinder with a circular opening similar to a pipe die. The diameter can be a few centimetres to more than three metres across. The molten plastic is pulled upwards from the die by a pair of nip rolls high above the die (4 metres to 20 metres or more depending on the amount of cooling required). Changing the speed of these nip rollers will change the gauge (wall thickness) of the film. Around the die sits an air-ring. The air-ring cools the film as it travels upwards. In the centre of the die is an air outlet from which compressed air can be forced into the centre of the extruded circular profile, creating a bubble.This expands the extruded circular cross section by some ratio (a multiple of the die diameter). This ratio, called the “blow-up ratio” can be just a few percent to more than 200 percent of the original diameter. The nip rolls flatten the bubble into a double layer of film whose width (called the “layflat”) is equal to ½ the circumference of the bubble. This film can then be spooled or printed on, cut into shapes, and heat sealed into bags or other items.
An advantage of blown film extrusion over traditional film extrusion is that in the latter there are edges where there can be quality (thickness,..) variations.
Overjacketing extrusion
In a wire coating process, bare wire (or bundles of jacketed wires, filaments, etc.) is pulled through the center of a die similar to a tubing die. Many different materials are used for this purpose depending on the application. Essentially, an insulated wire is a thin walled tube which has been formed around a bare wire.
There are two different types of extrusion tooling used for coating over a wire. They are referred to as either "pressure" or "jacketing" tooling. The selection criteria for choosing which type of tooling to use is based on whether the particular application requires intimate contact or adhesion of the polymer to the wire or not. If intimate contact or adhesion is required, pressure tooling is used. If it is not desired, jacketing tooling is chosen.
The main difference in jacketing and pressure tooling is the position of the pin with respect to the die. For jacketing tooling, the pin will extend all the way flush with the die. When the bare wire is fed through the pin, it does not come in direct contact with the molten polymer until it leaves the die. For pressure tooling, the end of the pin is retracted inside the crosshead, where it comes in contact with the polymer at a much higher pressure.
Tubing extrusion
Extruded tubing process, such as drinking straws and medical tubing, is manufactured the same as a regular extrusion process up until the die. Hollow sections are usually extruded by placing a pin or mandrel inside of the die, and in most cases positive pressure is applied to the internal cavities through the pin.
Tubing with multiple lumens (holes) must be made for specialty applications. For these applications, the tooling is made by placing more than one pin in the center of the die, to produce the number of lumens necessary. In most cases, these pins are supplied with air pressure from different sources. In this way, the individual lumen sizes can be adjusted by adjusting the pressure to the individual pins.
Coextrusion
Coextrusion is the extrusion of multiple layers of material simultaneously. This type of extrusion utilizes two or more extruders to melt and deliver a steady volumetric throughput of different viscous plastics to a single extrusion head (die) which will extrude the materials in the desired form. This technology is used on any of the processes described above (blown film, overjacketing, tubing, sheet). The layer thicknesses are controlled by the relative speeds and sizes of the individual extruders delivering the materials.
There are a variety of reasons a manufacturer may choose coextrusion over single layer extrusion. One example is in the vinyl fencing industry, where coextrusion is used to tailor the layers based on whether they are exposed to the weather or not. Usually a thin layer of compound that contains expensive weather resistant additives are extruded on the outside while the inside has an additive package that is more suited for impact resistance and structural performance.
Extrusion coating
Extrusion coating is using a blown or cast film process to coat an additional layer onto an existing rollstock of paper, foil or film. For example, this process can be used to improve the characteristics of paper by coating it with polyethylene to make it more resistant to water. The extruded layer can also be used as an adhesive to bring two other materials together. A famous product that uses this technology is tetrapak.
Compound extrusions
Compounding extrusion is a process that mixes one or more polymers with additives to give plastic compounds. The feeds may be pellets, powder and/or liquids, but the product is usually in pellet form, to be used in other plastic-forming processes such as extrusion and injection molding. Machine size varies from tiny lab machines to the biggest extruders in the industry, running as much as 20 tons per hour, as used by the chemical companies that make the base resins. Usually twin-screw extruders are preferred because they give better mixing at lower melt temperatures. Most of these have screws and barrels made up of smaller segments (mixing, conveying, venting and additive feeding) so that the design can be changed to meet the production and product needs. Single-screw extruders can be used for compounding as well, especially with appropriate screw design and static mixers after the screw. Selection of the components to be mixed (viscosities, additive carriers) is as important as the equipment. [2][3]
See also
References
- ^ a b Todd, Allen & Alting 1994, pp. 223–227.
- ^ Rosato, Marlene G. (2000), Concise encyclopedia of plastics, Springer, p. 245, ISBN 9780792384960, http://books.google.com/books?id=0g9QjxsbqmUC&pg=PA245.
- ^ Giles, Harold F.; Wagner, John R.; Mount, Eldridge M. (2005), Extrusion: the definitive processing guide and handbook, William Andrew, p. 151, ISBN 9780815514732, http://books.google.com/books?id=EUl2snQQ_OUC&pg=PT173.
Bibliography
- Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994), Manufacturing Processes Reference Guide, Industrial Press Inc., ISBN 0-8311-3049-0, http://books.google.com/books?id=6x1smAf_PAcC.
]
Categories:


Wikimedia Foundation. 2010.