- Drum Motor
-
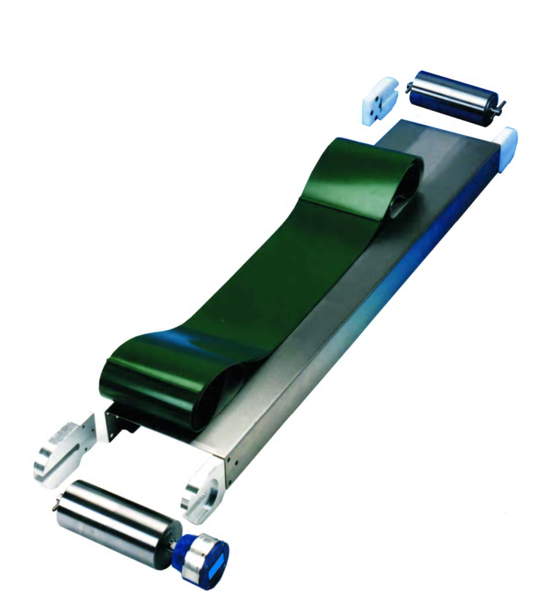
A Drum Motor (sometimes referred to as a motorised pulley) is in simplistic terms a highly efficient geared motor drive enclosed within a steel shell providing a single component driving pulley for conveyor belts.
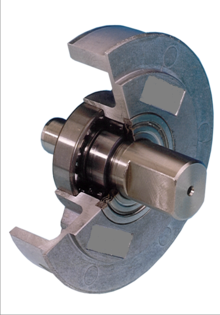
 Drum Motor with Planitory Gear
Drum Motor with Planitory Gear
 Drum Motor With Helical Spur Gear
Drum Motor With Helical Spur Gear
The Drum motor concept was first recorded in 1928 but was not realised until the early 1950s when it was first produced specifically for conveyor belt applications. The idea was to produce a compact, totally enclosed single component drive unit with high efficiency and lower frictional losses than a conventional geared motor. The new design was quick and easy to install, required no maintenance and because of its totally enclosed hermetically IP66 sealed design would be unaffected by dust, dirt grease or water. Today you see many examples of drum motor applications in Airport check in conveyors and security machines, supermarket checkstands, food processing conveyors and weighing equipment. (See video on the Youtube link “Drum Motor Concept”.)Contents
Basic design
 The end housing
The end housing Modern encoder for continuous monitoring of speed, position and direction of rotation
Modern encoder for continuous monitoring of speed, position and direction of rotation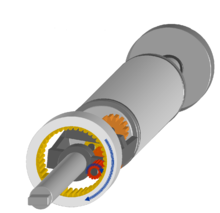 Internal gear
Internal gear Conveyor belt
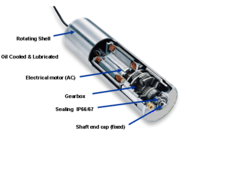
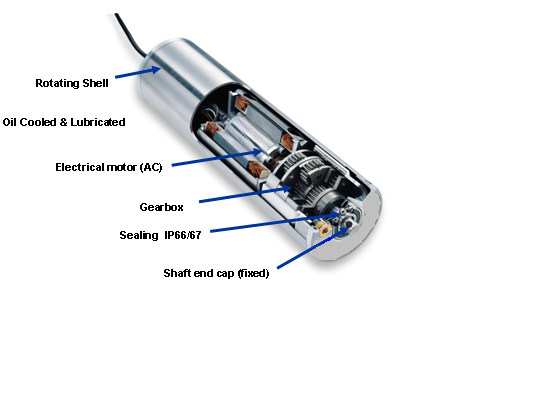
Conveyor beltThe drum motor comprises an asynchronous or synchronous electric motor, or hydraulic motor fixed to a stationary shaft at one end of the drum and directly coupled through the motor’s rotor pinion to an in-line helical or planetary gearbox which is fixed to the other stationary shaft. The torque is transferred from the motor via the gearbox to the drum shell through a coupling or geared rim attached to the shell or end housing (see photo inset above)
Transmission
Because of the in-line transmission arrangement using 2 or 3 stage helical or planetary gears, up to 95% of the output power produced by the motor is typically transmitted to the drum shell. Gears can be made from high grade steel, sintered metal or techno polymers such as acetyl
Connection and sealing
Electrical cable or hydraulic hose connection is made through one of the stationary shafts and is sealed with compression seals. Shaft and connection sealing is made using high quality materials such as; NBR, FPM or carbon. Lubrication is achieved with oil and/or grease whereby the oil also helps to cool the motor. However, in some cases the motor can be air cooled.
Electric motor
Single or 3 phase AC squirrel cage electric motors are normally designed with class F insulation and are fitted with internal thermal protection. 3 phase motors can produce up to 200% starting torque and are far more efficient than their single phase counterparts. Synchronous motors with even higher efficiency ratings are relatively new in the field but their high dynamic power output, excellent acceleration and variable speed torque characteristics with easy control will soon be demanded in today’s automated material handling systems. All 3 phase motors can be used together with a VFD (variable frequency converter drive).
Drum shell
The drum shell (or pulley face) can be produced in aluminium, steel or stainless steel and is normally crowned to facilitate central belt tracking. However, cylindrical shells can be produced and fitted with external sprockets or rotary brushes for special applications. Rubber NBR, PU and other coatings can be applied to the shell to increase friction between the shell and conveyor belt and hot vulcanised or moulded profiled lagging can also be applied to drive plastic or steel modular belts.
Drum shafts
The exposed drum shafts are used to install and fix the drum motor into the conveyor frame and do not rotate. The shaft can be a single “through” shaft where the motor and gearbox are assembled on, and fixed to, the shaft with keys or pins. However, this type of drum motor design has a limited maximum radial load due to the bending stresses caused by the normal belt tension of a conveyor and is therefore used mainly for small light duty conveyors and loads. For heavier loads the most common design is to use two separate shafts, one fixed to the motor housing and one fixed to the gearbox housing where the mass of metal from the motor and gearbox significantly increases the strength of the drum motor allowing much higher payloads and longer conveyor applications. Typically one shaft is short (stub shaft) with a consistent length and the other increases in length according to the drum shell or belt width. Over certain widths, the shaft can be further reinforced to prevent bending under high belt tension.
Alternative designs
Most drum motors can be fitted with back stop non-reversing bearings to prevent belts in inclined conveyors from rolling back or with electro-magnetic brakes for reversible inclined conveyors or for quick stopping. Incremental encoders can also be integrated into the rotor bearings to provide a closed loop control system for tracking, positioning and accurate tracing of the product on the belt.
Environment and application
Drum motors can be designed to work in temperatures from minus 40 deg. C to plus 50 deg. C and possibly more. They can withstand high pressure water jets, chemical cleaning and extreme dusty conditions. They can be installed horizontally or vertically and used in non-conveyor belt applications. Most drum motors have zero or minimal maintenance which means higher productivity and less downtime
Hygiene
Because the drum motor is totally enclosed, requires no maintenance and has a smooth clean profile without any additional equipment or protrusions, it cannot contaminate food, electrical equipment or pharmaceutical substances. Furthermore when manufactured in stainless steel the drum motor can be hygienically cleaned and sanitized regularly using high pressure water, steam or chemicals which makes it the most hygienic conveyor drive design to date. Cleaning is much quicker and easier and often reduces operating costs specially in food processing applications
Safety
The drum motor is one of the saftest drives and lowers the safety costs as the drive is totally enclosed without protruding parts and the external shafts are always stationary. The only moving external parts are the drum shell and bearing housings.
The components
The drum motor needs less parts and has low inventory costs as it just consists of the drum motor and 2 fixing brackets. Unlike conventional drives that require up to 8 or more separate components, most of which have to be purchased from different suppliers or manufactures specially.
Further advantage is its dimension. The drum motor is often lighter than conventional drives and the weight is evenly distributed within the conveyor frame.
The motor, gear box and bearings are totally enclosed and sealed in a shell, therefore they are unlikely to fail due to harmful environmental conditions such as water, dust, dirt, grit, chemicals, grease, oil, and so on.Power efficiency
Test results showed Drum Motors used 32% less energy (unloaded) and 47% less energy (loaded) than a comparable geared motor drive thus helping to reduce the global carbon footprint. Drum Motors have fewer frictional losses and a higher efficiency than conventional drives use in material handling industry, which normally transfer approximately 75% of their mechanical efficiency to the belt, compared to the Drum Motor which transfers up to 97%.
History
Unfortunately the founder of the drum motor can not be clearly identified. In the United States Patent Office can be found an early description of a drum motor from 1932. The application for this "conveyor roller" is from November 1928 and it was applied by the Pittsburgh subsidiary of the German engineering company Schloemann[1].
20 years later this very early concept was finally conveyed into an industrial drive. In the early 1950s the Danish inventor and entrepreneur John Kirkegaard designed the first industrial-type drum motor.References
External links
Categories:- Electric motors




Wikimedia Foundation. 2010.