- Shewhart individuals control chart
-
Individuals and moving range control chart Originally proposed by Walter A. Shewhart Process observations Rational subgroup size n = 1 Measurement type Average quality characteristic per unit Quality characteristic type Variables data Underlying distribution Normal distribution Performance Size of shift to detect ≥ 1.5σ Process variation chart 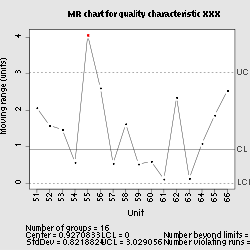
Center line 
Upper control limit 
Lower control limit 
Plotted statistic 
Process mean chart 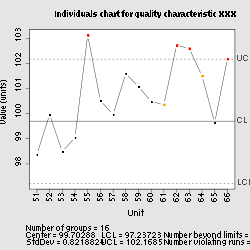
Center line 
Control limits 
Plotted statistic xi In statistical quality control, the individual/moving-range chart is a type of control chart used to monitor variables data from a business or industrial process for which it is impractical to use rational subgroups.[1]
The chart is necessary in the following situations:[2]:231
- Where automation allows inspection of each unit, so rational subgrouping has no benefit.
- Where production is slow so that waiting for enough samples to make a rational subgroup unacceptably delays monitoring
- For processes that produce homogeneous batches (e.g., chemical) where repeat measurements vary primarily because of measurement error
The "chart" actually consists of a pair of charts: one, the individuals chart, displays the individual measured values; the other, the moving range chart, displays the difference from one point to the next. As with other control charts, these two charts enable the user to monitor a process for shifts in the process that alter the mean or variance of the measured statistic.
Contents
Interpretation
As with other control charts, the individuals and moving range charts consist of points plotted with the control limits, or natural process limits. These limits are the voice of the process, and define what the process will deliver without fundamental changes to the process.[3]:43 Points outside of these control limits are signals indicating that the process is not operating as consistently as possible; that some assignable cause has resulted in a change in the process. Similarly, runs of points on one side of the average line should also be interpreted as a signal of some change in the process. When such signals exist, action should be taken to identify and eliminate them. When no such signals are present, no changes to the process control variables (i.e. "tampering") are necessary or desirable.[3]:125
Assumptions
The normal distribution is assumed in the calculation of control limits. As with other control charts, deviations from the following criteria will increase the likelihood of falsely detecting signals:
- The quality characteristic to be monitored is adequately modeled by a normally-distributed random variable;
- The parameters μ and σ for the random variable are the same for each unit and each unit is independent of its predecessors or successors;
- The inspection procedure is same for each sample and is carried out consistently from sample to sample.
However, because of the width of the control limits and the use of the charts to diagnose the existence of special causes, individuals charts are reasonably robust to deviations from the above assumptions. This is demonstrated by Wheeler using real-world data[4], [5] and for a number of highly non-normal probability distributions.[6]
Calculation and plotting
Calculation of moving range
The difference between data point, xi, and its predecessor, xi − 1, is calculated as
 . For m individual values, there are m − 1 ranges.
. For m individual values, there are m − 1 ranges.Next, the arithmetic mean of these values is calculated as

If the data are normally distributed with standard deviation σ then the expected value of
 is
is 
Calculation of moving range control limit
The upper control limit for the range (or upper range limit) is calculated by multiplying the average of the moving range by 3.267:
 .
.The value 3.267 is taken from the sample size-specific D4 anti-biasing constant for n=2, as given in most textbooks on statistical process control (see, for example, Montgomery[2]:725).
Calculation of individuals control limits
First, the average of the individual values is calculated:
 .
.Next, the upper control limit (UCL) and lower control limit (LCL) for the individual values (or upper and lower natural process limits) are calculated by adding or subtracting 2.66 times the average moving range to the process average:


The value 2.66 is obtained by dividing 3 by the sample size-specific d2 anti-biasing constant for n=2, as given in most textbooks on statistical process control (see, for example, Montgomery[2]:725).
Creation of graphs
Once the averages and limits are calculated, all of the individuals data are plotted serially, in the order in which they were recorded. To this plot is added a line at the average value, x and lines at the UCL and LCL values.
On a separate graph, the calculated ranges MRi are plotted. A line is added for the average value, MR and second line is plotted for the range upper control limit (UCLr).
Analysis
The resulting plots are analyzed as for other control charts, using the rules that are deemed appropriate for the process and the desired level of control. At the least, any points above either upper control limits or below the lower control limit are marked and considered a signal of changes in the underlying process that are worth further investigation.
Potential pitfalls
The moving ranges involved are serially correlated so runs or cycles can show up on the moving average chart that do not indicate real problems in the underlying process.[2]:237
In some cases, it may be advisable to use the median of the moving range rather than its average, as when the calculated range data contains a few large values that may inflate the estimate of the population's dispersion.[7]
Departures in normality in the process output significantly reduce the effectiveness of the charts to the point where it may require control limits to be set based on percentiles of the empirically-determined distribution of the process output.[2]:237
Many software packages will, given the individuals data, perform all of the needed calculations and plot the results. Care should be taken to ensure that the control limits are correctly calculated, per the above and standard texts on SPC. In some cases, the software's default settings may produce incorrect results; in others, user modifications to the settings could result in incorrect results. Sample data and results are presented by Wheeler for the explicit purpose of testing SPC software.[7] Performing such software validation is generally a good idea with any SPC software.
See also
References
- ^ "Individuals Control Charts". NIST/Sematech Engineering Statistics Handbook. National Institute of Standards and Technology. http://www.itl.nist.gov/div898/handbook/pmc/section3/pmc322.htm. Retrieved 2009-08-10.
- ^ a b c d e Montgomery, Douglas (2005). Introduction to Statistical Quality Control. Hoboken, New Jersey: John Wiley & Sons, Inc.. ISBN 9780471656319. OCLC 56729567. http://www.eas.asu.edu/~masmlab/montgomery/.
- ^ a b Wheeler, Donald J. (2000). Understanding Variation: The Key to Managing Chaos. SPC Press, Inc.. ISBN 9780945320531.
- ^ [|Wheeler, Donald J.] (2009-05-26), "When Can We Trust the Limits on a Process Behavior Chart?", Quality Digest, http://www.qualitydigest.com/inside/quality-insider-column/when-can-we-trust-limits-process-behavior-chart.html, retrieved 2010-02-08
- ^ [|Wheeler, Donald J.] (2009-07-06), "Good Limits from Bad Data", Quality Digest, http://www.qualitydigest.com/inside/health-care-column/good-limits-bad-data.html, retrieved 2010-02-08
- ^ [|Wheeler, Donald J.] (2009-08-05), "Do You Have Leptokurtophobia?", Quality Digest, http://www.qualitydigest.com/inside/quality-insider-column/do-you-have-leptokurtophobia.html, retrieved 2010-02-08
- ^ a b [|Wheeler, Donald J.] (2010-02-01), "Individuals Charts Done Right and Wrong", Quality Digest, http://www.qualitydigest.com/inside/quality-insider-column/individual-charts-done-right-and-wrong.html, retrieved 2010-02-08
Categories:- Quality control tools
- Statistical charts and diagrams



Wikimedia Foundation. 2010.