- Dref Friction Spinning
-
Friction Spinning or Dref Spinning is a textile technology that allows very heavy count yarns and technical core-wrapped yarns to be manufactured. These are most commonly used in mop yarns, flame retardants and high tech fancy yarns such as Raydon and Kevlar. The technology was developed by Dr. Ernst Fehrer.[1]
There are three current technologies used today for spinning fibres, Roving spinning which uses the legacy ring -spinning technology of the twentieth century, Open end, Rotor or Break Spinning used for high quality threads and Dref friction spinning for other yarns. Friction spinning is the fastest of all these techniques though the yarn is irregular and bulkier, making it only suitable for some applications.
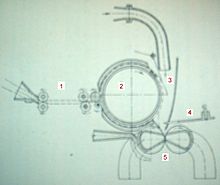 Schema: Friktionsspinnen
Schema: Friktionsspinnen
Contents
The Processs
Yarn formation in friction spinning system
The mechanism of yarn formation is quite complex. It consists of three distinct operations, namely: feeding of fibres, fibre integration and twist insertion.
- Feeding
The individualized fibres are transported by air currents and deposited in the spinning zone. The mode of fibre feed has a definite effect on fibre extent and fibre configuration in yarn and on its properties. There are two methods of fibre feed 1) Direct feed and 2)Indirect feed. In case of direct feed, fibres are fed directly onto the rotating fibre mass that outer part of the yarn tail. In indirect feed, fibres are first accumulated on the in-going roll and then transferred to the yarn tail.
- Fibres Integration
The fibres through feed tube assembles onto a yarn core/tail within the shear field, is provided by two rotating spinning drums and the yarn core is in between them. The shear causes sheath fibres to wrap around the yarn core. The fibre orientation is highly dependent on the decelerating fibres arriving at the assembly point through the turbulent flow. The fibres in the friction drum have two probable methods for integration of incoming fibres to the sheath. One method, the fibre assembles completely on to perforated drum before their transfer to the rotating sheath. In the other method, fibres are laid directly on to rotating sheath.
- Twist insertion
There has been much research on the twisting process in friction spinning. In friction spinning, the fibres are applied twist with more or less one at a time without cyclic differentials in tension in the twisting zone. Therefore, fibre migration may not take place in friction spun yarns. The mechanism of twist insertion for core type friction spinning and open end friction spinning are different,which are described below.
Twist insertion in core-type friction spinning:
In core type friction spinning, the core, made of a filament or a bundle of staple fibres, is false twisted by the spinning drum. The sheath fibres are deposited on the false twisted core surface and are wrapped helically over the core with varying helix angles. It is believed that the false twist in the core gets removed once the yarn is emerged from the spinning drums, so that this yarn has a virtually twist-less core. However, it is quite possible for some amount of false twist to remain in the fact that the sheath entraps it during yarn formation in the spinning zone.
Twist insertion in open end type friction spinning
In open end type friction spinning the fibres in the yarn are integrated as a stacked cone. The fibres in the surface of the yarn found more compact and good packing density than the axial fibres in the yarn.
Structure of the yarn tail:
The yarn tail can be considered as a loosely constructed conical mass of fibres, formed at the nip of the spinning drums. It is of very porous and lofty structure.The fibres rotating at very high speed.
History
Dr. Ernst Fehrer invented and patented the DREF friction spinning process in 1973, and named the system after himself. DR Ernst Fehrer – DREF. He had begun work on the development of this alternative to mule, ring and rotor open end spinning with the objective of surmounting the physico-mechanical limits on capacity and yarn engineering and production speeds to which these traditional systems are subject.
Dr. Ernst Fehrer, chairman of Dr. Ernst Fehrer AG, Textilmaschinenfabrik, Linz-Leonding, Austria, died in December 2000 at age 81. Dr. Fehrer's career in the development of nonwovens and spinning technology had produced more than 1000 patents. He began his career in research, development and inventing at age 14 and received his first patent at age 18. He developed the first high-speed needle loom featuring sophisticated counterbalancing technology as well as "DREF", the first commercially successful friction spinning systems. In 1988, Fehrer received the TAPPI Nonwovens Division Award for his outstanding contributions to nonwovens manufacturing technology. In 1994 Dr. Fehrer received Textile World's first Lifetime Achievement Award.[2]
Development
The Dref I was in development in 1975; a three-head machine, and in 1977 the first DREF 2 for the coarse yarn count range came onto the market. In view of its success, Dr. Fehrer then created the DREF 3, which was designed for the medium yarn count range and made its debut at the ITMA ’79 in Hanover, before entering serial production in 1981.
New generations of the DREF 2 followed in 1986 and 1994 and the DREF 3/96 was launched at the ITMA in Milan. The 1999 ITMA in Paris witnessed the arrival of the DREF 2000, the first of which was sold prior to the fair. Full production of the DREF 2000 commenced in the autumn of 1999 in co-ordination with presentations at the ATME, USA and the SIMAT in Argentina. In 2001, the DREF 2000 also went on display in Asia at the ITMA Singapore and in Central America at the EXINTEX, Mexico.
Fehrer entered co-operations with professional textile companies to develop the technology; Rieter AG in Switzerland and Oerlikon Schlafhorst in Germany. With this co-operation the last machine developed by DREF was the DREF 3000, which was available for testing in the new facility in Linz, Austria in 2001. Saurer AG purchased Fehrer AG in 2005. The friction spinning technology is now being developed further by Stewarts of America, who manufacture parts for the original Fehrer Dref II, Dref III, Dref 2000 and Dref 3000 friction spinning machines.
Models
- DREF I
The first Dref machine was a three-headed research and development spinning machine. The fibres were opened with an opening roller and allowed to fall on a single perforated cylindrical drum slot,which had negative pressure for fibre collection. The rotation of the drum imparted a twist to the fibre assembly. The ratio of perforated drum to yarn surface was very large, hence the drum speed could be kept relatively low, even with the unavoidable slippage. Due to the absence of positive control over the fibres assembly, slippage occurred between the fibre assembly and perforated roller, which reduced twist efficiency. Hence this development could not be commercialized.
- DREF II
The Dref 2 was exhibited in the 1975 at ITMA exhibition. The feasibility of using two perforated rotating cylinders (as fibre collectors) while at the same time the spinning-in of fibres into yarn occurred. It operated on the basis of a mechanical/aerodynamic spinning system with an internal suction and same direction of drums rotation. Drafted slivers were opened into individual fibres by a rotating carding drum covered with saw tooth type wire clothing. The individualized fibres were stripped off from the carding drum by centrifugal force supported by an air stream from the blower and transported into the nip of two perforated friction drums where they were held by suction. The fibres were sub-sequentially twisted by mechanical friction on the surface of the drums. Suction through the perforations of the drums assisted this process besides helping in the removal of dust and dirt, thereby contributing to production of cleaner yarn. The low yarn strength and the requirement of more fibres in the yarn cross-section (minimum 80-100 fibres) restricted the DREF-2 to spinning with coarser counts (0.3–6s Ne).
DREF 2 friction spinning can be used for everything from asbestos substitutes and secondary carpet backing yarns, to technical products such as cartridges for liquid filtration.
At present, around 80 DREF 2 machines are spinning 30,000 t of yarns for liquid filtration. The main markets are Europe and the USA, where approximately 150 million filter cartridges are manufactured with DREF 2 yarns, or 65-70% of global production.[3]
The leading US and European filter producers spin a wide range of DREF 2 PP-yarns at speeds of 160 – 180 m/min. One particular application is for PPFDA washed filters, which are employed in all types of industries including chemicals, pulp, paper, cosmetics, pharmaceuticals, nuclear power and electrical power. The filter is formed using polypropylene Meraklon fda fibre over a supporting core and can withstand up to 5 bar of differential pressure and temperatures of 80 °C. The filters come in all lengths from 4´´- 40´´ and have filtration ratings of 1-150 micrometres.
DREF 2 is also used in friction spun yarns for drinking and industrial water, pure water and activated carbon filters. The yarns employed generally consist of PP fibres in the 3.3 dtex, 40 mm range, which are highly resistant to micro-organisms and have a wide scope of chemical applications.
Friction spun yarns offer 20–40% more air volume in the yarn and less flow resistance than flyer yarns, as well as up to twice the service life. The fibre structures are relatively random and subject to high degree of twist. The yarns offer great regularity and increased strength, while their round yarn cross-section ensures limited deformation under transverse load. Production costs can be cut by up to 50% through reduced preparation, spinning and personnel expenses. [1] At present, 8,481 DREF 2 spinning heads manufacture approximately 318,000 metric tons of yarn annually in the Nm 0,5 - Nm 6 (2000 - 167 tex) yarn count range. 230 of these machines, with yearly yarn production of 80,100 metric tons, are employed in the cleaning cloth and mop sector.[4]
Following the world market launch of the DREF 2 in 1977, leading cleaning cloth and mop manufacturers from Europe and overseas began to switch from conventional carded yarn operation to friction spinning.
This decision was influenced by the following notable advantages:
- Savings in material costs due to the use of 100% regenerated fibres, spinning waste and cotton waste blends.
- The economic and problem-free, high-performance processing of extremely short staple materials (10–20 mm staple length) through the feeding of a yarn core (e.g. 167 dtex, texturised, PES sub-standard filament), or of a core-sliver from PES regenerated fibres (instead of a yarn filament core).
- Reductions in personnel costs (simpler preparation as the material passes directly from the card to the spinning machine).
- Increased efficiency (up to 95%) due to greater bobbin weights of up to max. 8 kg and spinning without yarn breaks.
- Considerable increases in performance due to the production of heavier slivers with weights of up to 15 g/m.
- Greatly improved water absorbency capacity and improved retentive volume.
- Higher fabric weights and a cleaner cloth appearance.
Furthermore, DREF allowed the manufacture of both S- and Z-twist yarns with the same machine. This means that the cloth ends do not curl, which is a major advantage with regard to further processing on automatic sewing machines.
DREF cleaning rags and mop yarn production data
Sold spinning heads: 1335 Yarn count: Nm 1.2 Delivery speed: 200 m/min Production/spinning head: 10 kg/hour Production/1335 spinning heads: 13,350 kg/hour Production hours/year: 6000 Production/year: 80,100 t[5]
- DREF III
The DREF-3 machine was the next version of DREF 2; intended to improve yarn quality. It came to the market in the year 1981. Yarns up to 18s Ne. can be spun through this system. This is a core-sheath type spinning arrangement. The sheath fibres are attached to the core fibres by the false twist generated by the rotating action of drums. Two drafting units are used in this system, one for the core fibres and other for the sheath fibres. This system produces a variety of core-sheath type structures and multi-component yarns, through selective combination and placement of different materials in core and sheath. Delivery rate is about 300 m/min.
- DREF V
The DREF V was developed by Schalafhorst, Suessen and Fehrer Inc. The range of count to be spun from this system is from 16s to 40s Ne. Production speed was up to 200 m/min. The individualized fibres from a single sliver are fed through a fibre duct into the spinning nip at an angle to the yarn axis, so that they are stretched as far as possible, when fed into the nip. This spinning system was not commercialized due to various technical difficulties.
- DREF 2000
The DREF 2000 was first demonstrated to the open market at ITMA in 1999. The DREF-2000 employs a rotating carding drum for opening the slivers into single fibres and a specially designed system being used for sliver retention. The fibres stripped off from front the carding drum by centrifugal force and carried into the nip of the two perforated spinning drums. The fibres are subsequently twisted by mechanical friction on the surface of the drums, which rotates in the same direction. The process assisted by air suction through the drum perforations. Insertion of twist in X or Y direction is possible without mechanical alterations to the machine. Yarns up to 14.5s Ne can be produced at speeds of 250 m/min.
- DREF 3000
At the ITMA 2003, the first public appearance of the DREF 3000 was made. The yarn can be spun from 0.3Ne to 14.5Ne. The features of DREF 3000 include a drafting unit and opening head with infinitely variable drive control, spinning units with two infinitely variable suction spinning drums, take-off and winding units with infinitely variable speeds and filament guide with monitoring device. The drafting unit could handle all types of synthetic fibres, special fibres such as aramid, FR and pre-oxidized fibres, polyimides, phenol resin fibres (e.g. Kynol), melamine fibres (e.g. Basofil), melt fibres (e.g. PA, PES, PP), natural fibres (wool, cotton, jute, linen, flax, etc.), as well as glass fibres in blends with other materials. The DREF 3000 processes these fibres in the form of slivers composed of one type of fibre, or using slivers with differing fibre qualities at one and the same time. Slivers with a homogenous fibre mixture ccould also be employed. DREF 3000 core yarns offer high output, breakage-free spinning and weaving mill operation and thus up to 95% efficiency could be achieved with uniform yarn strength and elasticity, not to mention soft yarns with sufficient strength.
DREF 3000 multi-component yarns can be employed for a wide variety of products, which are utilised in the following areas:
- High-strength and FR protective clothing for the civil and military sectors.
- Fire blockers for the aerospace and object sectors.
- Cut-resistant textiles.
- Tent fabrics (military and civil), transport tarpaulins, sacks, covers and sun blinds.
- Fibre composites for the aerospace, automotive, mechanical engineering and construction industries.
- Woven filters for dry and wet filtration.
- Transport belts.
- Sealing belts.
- Interlinings for outerwear.
- Elastic yarns.
- Knits
- All types of technical textiles.
The multi-component yarns manufactured using DREF 3000 technology are mainly employed for technical textiles. They provide heat and wear protection, dimensional stability, suitability for dyeing and coating, wearer comfort, long service life and strength. Apart from their strength, DREF 3000 yarns are also notable for their abrasion-resistance, uniformity and excellent Uster values.[6]
Yarn Properties
Friction spun yarns DREF yarns have bulky appearance (100-140% bulkier than the ring spun yarns). The twist is not uniform and found with loopy yarn surface. Friction spun yarns with a high %age of core have a high stiffness. Friction spun yarns are usually weak as compared to other yarns. The yarns possess only 60% of the tenacity of ring-spun yarns and about 90% of rotor spun-yarns. The increased twist and wrapping of the sheath over the core improve the cohesion between the core and sheath and within the sheath.
The breaking elongation ring, rotor and friction spun yarns have been found to be equal. Better relative tenacity efficiency is achieved during processing of cotton on rotor and friction spinning as compared to ring spinning system.
Depending on the type of fibre, the differences in strength of these yarns differ in magnitude. It has been reported that 100% polyester yarns, this strength deficiency is 32% whereas for 100% viscose yarns, it ranges from 0-25%. On the other hand, in polyester-cotton blend, DREF yarns perform better than their ring-spun counterparts. A 70/30% blend yarn has been demonstrated to be superior in strength by 25%. The breaking strength of ring yarns to be maximum followed by the rotor yarn and then 50/50 core-sheath DREF-3 yarn.
DREF yarns have been seen to be inferior in terms of unevenness, imperfections, strength variability and hairiness. DREF yarns occupy an intermediate position between ring-spun and rotor spun yarns as far as short hairs and total hairiness s concerned. For hairs longer than 3mm, the friction spun yarns are more hairy than the ring spun yarns. Rotor spun yarns show the least value in both the values. DREF yarns are most irregular in terms of twist and linear density while ring spun yarns are most even.
Textile technologists have studied the frictional behavior of ring, rotor, friction spun yarns of 59 and 98.4 Tex spun from cotton, polyester, viscose fibres, with varying levels of twist. The yarn to yarn and yarn to guide roller friction was measured at different sliding speeds and tension ratios. However for polyester fibres, the rotor spun yarn showed highest friction, followed by friction and ring spun yarns.
- Advantages of Friction spinning system
The forming yarn rotates at high speed compare to other rotating elements. It can spin yarn at very high twist insertion rates (ie.3,00,000 twist/min). The yarn tension is practically independent of speed and hence very high production rates (up to 300 m/min) can be attainable. The yarns are bulkier than rotor yarns.
The DREF II yarns are used in many applications. Blankets for the home application range, hotels and military uses etc. DREF fancy yarns used for the interior decoration, wall coverings, draperies and filler yarn.
See also
- Ring spinning
- Spinning
- Open End Spinning
- Carding
- Cotton-Spinning Machinery
References
External links
- Friction Spinning at the Open Directory Project articles]
Lancashire cotton Architects 
Engine makers Daniel Adamson · Ashton Frost · Ashworth & Parker · Bateman & Sherratt · Boulton & Watt · Browett & Lindley · Buckley & Taylor · Carel · Earnshaw & Holt · Goodfellow · Fairbairn · W & J Galloway & Sons · B Goodfellow · Hick, Hargreaves & Co · Benjamin Hick and Sons · John Musgrave & Sons · J & W McNaught · Petrie of Rochdale · George Saxon · Scott & Hodgson · Urmson & Thompson · Yates of Blackburn · Yates & Thom · Whilans · J & E Wood · Woolstenhulmes & RyeMachinery makers Brooks & Doxey · Butterworth & Dickinson · Curtis, Parr & Walton · Dobson & Barlow · John Hetherington & Sons · Joseph Hibbert · Howard & Bullough · Geo. Hattersley · Asa Lees · Mather & Platt · Parr, Curtis & Madely · Platt Brothers · Taylor, Lang & Co · Textile Machinery Makers Ltd · Tweedales & Smalley- Oldham Limiteds · Fine Spinners and Doublers · Lancashire Cotton Corporation · Courtaulds · Bagley & WrightIndustrial processes Textile manufacturing · Cotton-spinning machinery · Friction Spinning · Magnetic ring spinning · Open end spinning · Ring spinning · Spinning frame · Spinning jenny · Spinning mule · Water frame · Roberts Loom · Lancashire LoomLists of mills LCC mills · Bolton · Bury · Cheshire · Derbyshire · Lancashire · Manchester · Oldham · Rochdale · Salford · Stockport · Tameside · WiganMuseums Categories:- Spinning


Wikimedia Foundation. 2010.